ПРОИЗВОДСТВО ВОЗДУХООХЛАДИТЕЛЕЙ
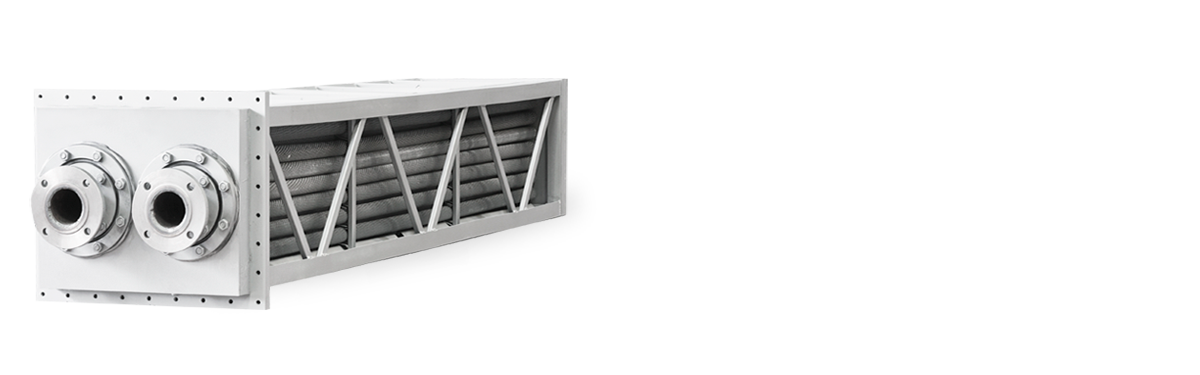
ПРОИЗВОДСТВО ГАЗООХЛАДИТЕЛЕЙ
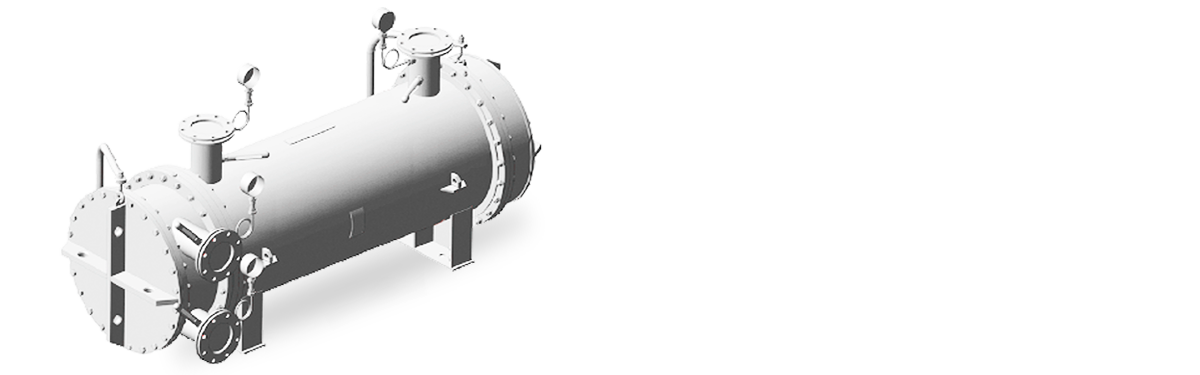
ПРОИЗВОДСТВО МАСЛООХЛАДИТЕЛЕЙ
ПРОИЗВОДСТВО ОРЕБРЕННОЙ ТРУБЫ
ПРОДУКЦИЯ
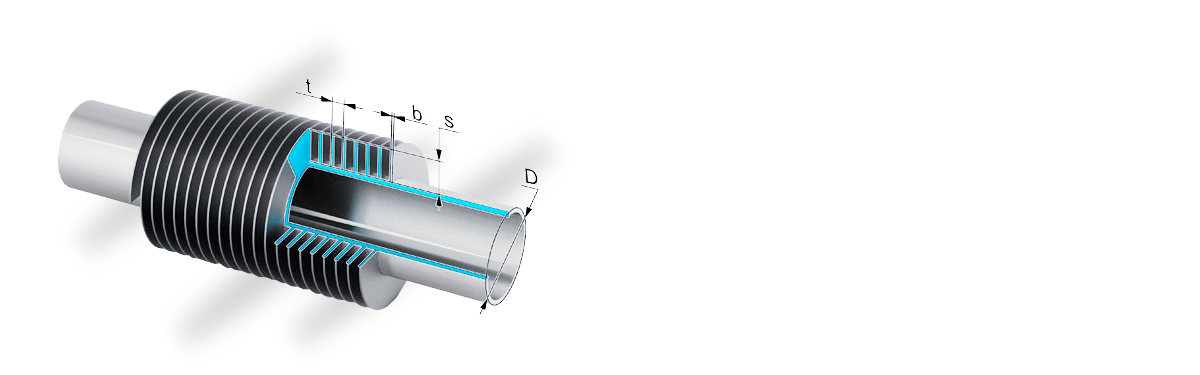
Оребренная труба ТВЧ
Оребренная труба ТВЧ представляет конструкцию, состоящую из двух элементов:
Оребренные трубы ТВЧ получили свое название по методу, который используется в их производстве: высокочастотная сварка. В процессе производства несущая труба и наматываемая металлическая лента нагреваются до высокой температуры токами высокой частоты (ТВЧ). В местах контакта происходит прочное соединение, устойчивое к внешним неблагоприятным воздействиям, которое образовалось в результате прикорневой ВЧ сварки.
Производственные мощности ООО «ФОРК» позволяют получить оребренные ТВЧ трубы со следующими параметрами:
Оребрение значительно повышает эффективность теплообмена, что позволяет использовать трубы ТВЧ во многих направлениях: в энергетике, в металлургии, в химической и нефтехимической промышленности, очень часто – в котлах отопления. Диапазон применения оребренных ТВЧ зависит от их исполнения. Например, категория УХЛ может быть использована в регионах с умеренным и холодным климатом; категория М5 позволяет применять в качестве теплоотводящей субстанции морскую воду, и т.п.
Иногда после изготовления оребренной трубы ТВЧ на нее наносится дополнительный защитный слой методом горячего цинкования.
Выбор нужной марки оребренной трубы ТВЧ зависит от условий эксплуатации, от климатического региона, от параметров воды, которая будет отводить тепло. Если вы не уверены в том, что можете сделать правильный выбор нужной марки, обращайтесь к нашим специалистам. Они проконсультируют вас и помогут правильно оформить заказ.
Поверхностная закалка ТВЧ
Закалка сталей токами высокой частоты (ТВЧ) — это один из распространенных методов поверхностной термической обработки, который позволяет повысить твердость поверхности заготовок. Применяется для деталей из углеродистых и конструкционных сталей или чугуна. Индукционная закалка ТВЧ являет собой один из самых экономичных и технологичных способов упрочнения. Она дает возможность закалить всю поверхность детали или отдельные ее элементы или зоны, которые испытывают основную нагрузку.
При этом под закаленной твердой наружной поверхностью заготовки остаются незакаленные вязкие слои металла. Такая структура уменьшает хрупкость, повышает стойкость и надежность всего изделия, а также снижает энергозатраты на нагрев всей детали.

Технология высокочастотной закалки
Поверхностная закалка ТВЧ — это процесс термообработки для повышения прочностных характеристик и твердости заготовки.
Основные этапы поверхностной закалки ТВЧ — индукционный нагрев до высокой температуры, выдержка при ней, затем быстрое охлаждение. Нагревание при закалке ТВЧ производят с помощью специальной индукционной установки. Охлаждение осуществляют в ванне с охлаждающей жидкостью (водой, маслом или эмульсией) либо разбрызгиванием ее на деталь из специальных душирующих установок.
Выбор температуры
Для правильного прохождения процесса закалки очень важен правильный подбор температуры, которая зависит от используемого материала.
Стали по содержанию углерода подразделяются на доэвтектоидные — меньше 0,8% и заэвтектоидные — больше 0,8%. Сталь с углеродом меньше 0,4% не закаливают из-за получаемой низкой твердости. Доэвтектоидные стали нагревают немного выше температуры фазового превращения перлита и феррита в аустенит. Это происходит в интервале 800—850°С. Затем заготовку быстро охлаждают. При резком остывании аустенит превращается в мартенсит, который обладает высокой твердостью и прочностью. Малое время выдержки позволяет получить мелкозернистый аустенит и мелкоигольчатый мартенсит, зерна не успевают вырасти и остаются маленькими. Такая структура стали обладает высокой твердостью и одновременно низкой хрупкостью.

Заэвтектоидные стали нагревают чуть ниже, чем доэвтектоидные, до температуры 750—800°С, то есть производят неполную закалку. Это связано с тем, что при нагреве до этой температуры кроме образования аустенита в расплаве металла остается нерастворенным небольшое количество цементита, обладающего твердостью высшей, чем у мартенсита. После резкого охлаждения аустенит превращается в мартенсит, а цементит остается в виде мелких включений. Также в этой зоне не успевший полностью раствориться углерод образует твердые карбиды.
В переходной зоне при закалке ТВЧ температура близка к переходной, образуется аустенит с остатками феррита. Но, так как переходная зона не остывает так быстро, как поверхность, а остывает медленно, как при нормализации. При этом в этой зоне происходит улучшение структуры, она становится мелкозернистой и равномерной.
Перегревание поверхности заготовки способствует росту кристаллов аустенита, что губительно сказывается на хрупкости. Недогрев не дает полностью феррито-перритной структуре перейти в аустенит, и могут образоваться незакаленные пятна.
После охлаждения на поверхности металла остаются высокие сжимающие напряжения, которые повышают эксплуатационные свойства детали. Внутренние напряжения между поверхностным слоем и серединой необходимо устранить. Это делается с помощью низкотемпературного отпуска — выдержкой при температуре около 200°С в печи. Чтобы избежать появления на поверхности микротрещин, нужно свести к минимуму время между закалкой и отпуском.
Также можно проводить так называемый самоотпуск — охлаждать деталь не полностью, а до температуры 200°С, при этом в ее сердцевине будет оставаться тепло. Дальше деталь должна остывать медленно. Так произойдет выравнивание внутренних напряжений.
Индукционная установка
Индукционная установка для термообработки ТВЧ представляет собой высокочастотный генератор и индуктор для закалки ТВЧ. Закаливаемая деталь может располагаться в индукторе или возле него. Индуктор изготовлен в виде катушки, на ней навита медная трубка. Он может иметь любую форму в зависимости от формы и размеров детали. При прохождении переменного тока через индуктор в нем появляется переменное электромагнитное поле, проходящее через деталь. Это электромагнитное поле вызывает возникновение в заготовке вихревых токов, известных как токи Фуко. Такие вихревые токи, проходя в слоях металла, нагревают его до высокой температуры.

Индукционный нагреватель ТВЧ
Отличительной чертой индукционного нагрева с помощью ТВЧ является прохождение вихревых токов на поверхности нагреваемой детали. Так нагревается только наружный слой металла, причем, чем выше частота тока, тем меньше глубина прогрева, и, соответственно, глубина закалки ТВЧ. Это дает возможность закалить только поверхность заготовки, оставив внутренний слой мягким и вязким во избежание излишней хрупкости. Причем можно регулировать глубину закаленного слоя, изменяя параметры тока.
Повышенная частота тока позволяет сконцентрировать большое количество тепла в малой зоне, что повышает скорость нагревания до нескольких сотен градусов в секунду. Такая высокая скорость нагрева передвигает фазовый переход в зону более высокой температуры. При этом твердость возрастает на 2—4 единицы, до 58—62 HRC, чего невозможно добиться при объемной закалке.
Для правильного протекания процесса закалки ТВЧ необходимо следить за тем, чтобы сохранялся одинаковый просвет между индуктором и заготовкой на всей поверхности закаливания, необходимо исключить взаимные прикосновения. Это обеспечивается при возможности вращением заготовки в центрах, что позволяет обеспечить равномерное нагревание, и, как следствие, одинаковую структуру и твердость поверхности закаленной заготовки.
Индуктор для закалки ТВЧ имеет несколько вариантов исполнения:
В зависимости от формы, размеров и глубины слоя закаливания используют такие режимы закалки ТВЧ:
Одновременный нагрев ТВЧ всей поверхности требует больших затрат мощности, поэтому его выгоднее использовать для закалки мелких деталей — валки, втулки, пальцы, а также элементов детали — отверстий, шеек и т.д. После нагревания деталь полностью опускают в бак с охлаждающей жидкостью или поливают струей воды.
Непрерывно-последовательная закалка ТВЧ позволяет закалять крупногабаритные детали, например, венцы зубчатых колес, так как при этом процессе происходит нагрев малой зоны детали, для чего нужна меньшая мощность генератора ТВЧ.
Охлаждение детали
Охлаждение — второй важный этап процесса закалки, от его скорости и равномерности зависит качество и твердость всей поверхности. Охлаждение происходит в баках с охлаждающей жидкостью или разбрызгиванием. Для качественной закалки необходимо поддерживать стабильную температуру охлаждающей жидкости, не допускать ее перегрева. Отверстия в спрейере должны быть одинакового диаметра и расположены равномерно, так достигается одинаковая структура металла на поверхности.
Чтобы индуктор не перегревался в процессе работы, по медной трубке постоянно циркулирует вода. Некоторые индукторы выполняются совмещенными с системой охлаждения заготовки. В трубке индуктора прорезаны отверстия, через которые холодная вода попадает на горячую деталь и остужает ее.

Закалка токами высокой частоты
Достоинства и недостатки
Закалка деталей с помощью ТВЧ обладает как достоинствами, так и недостатками. К достоинствам можно отнести следующее:
Но индукционные установки экономически целесообразно применять только при серийном производстве, а для единичного производства покупка или изготовление индуктора невыгодно. Для некоторых деталей сложной формы производство индукционной установки очень сложно или невозможно получить равномерность закаленного слоя. В таких случаях применяют другие виды поверхностных закалок, например, газопламенную или объемную закалку.
Технология термообработки ТВЧ
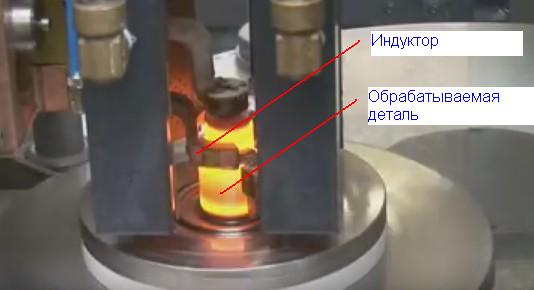
Индукционный нагрев происходит в результате размещения обрабатываемой детали вблизи проводника переменного электрического тока, который называется индуктором. При прохождении по индуктору тока высокой частоты (ТВЧ) создаётся электромагнитное поле и, если в этом поле располагается металлическое изделие, то в нем возбуждается электродвижущая сила, которая вызывает прохождение по изделию переменного тока такой же частоты, как и ток индуктора.
Таким образом наводится тепловое воздействие, которое вызывает разогрев изделия. Тепловая мощность Р, выделяемая в нагреваемой детали, будет равна:
На процесс индукционного нагрева существенное влияние оказывает физическое явление, называемое поверхностным (скин) эффектом: ток индуцируется преимущественно в поверхностных слоях, и при высоких частотах плотность тока в сердцевине детали мала. Глубина нагреваемого слоя оценивается по формуле:
Повышение частоты тока позволяет концентрировать в небольшом объёме нагреваемой детали значительную мощность. Благодаря этому реализуется высокоскоростной (до 500 С/сек) нагрев.
Параметры индукционного нагрева
Индукционный нагрев характеризуется тремя параметрами: удельной мощностью, продолжительностью нагрева и частотой тока. Удельная мощность — это мощность переходящая в теплоту на 1 см2 поверхности нагреваемого металла (кВт/см2). От величины удельной мощности зависит скорость нагрева изделия: чем она больше, тем быстрее осуществляется нагрев.
На практике контролируемыми параметрами нагрева, являются электрические параметры генератора тока (мощность, сила тока, напряжение) и продолжительность нагрева. При помощи пирометров также может фиксироваться температура нагрева металла. Но чаще не возникает необходимости в постоянном контроле температуры, так как подбирается оптимальный режим нагрева, который обеспечивает постоянное качество закалки или нагрева ТВЧ. Оптимальный режим закалки подбирается изменением электрических параметров. Таким образом осуществляют закалку нескольких деталей. Далее детали подвергаются лабораторному анализу с фиксированием твёрдости, микроструктуры, распределения закалённого слоя по глубине и плоскости. При недогреве в структуре доэвтектоидных сталей наблюдается остаточный феррит; при перегреве возникает крупноигольчатый мартенсит. Признаки брака при нагреве ТВЧ такие же, как и при классических технологиях термообработки.
При поверхностной закалке ТВЧ нагрев проводится до более высокой температуры, чем при обычной объемной закалке. Это обусловлено двумя причинами. Во-первых, при очень большой скорости нагрева температуры критических точек, при которых происходит переход перлита в аустенит, повышаются, а во-вторых, нужно, чтобы это превращение успело завершиться за очень короткое время нагрева и выдержки.
Несмотря на то, что нагрев при высокочастотной закалке проводится до более высокой температуры, чем при обычной, перегрева металла не происходит. Так происходит из-за того, что зерно в стали попросту не успевает вырасти за очень короткий промежуток времени. При этом также стоит отметить, что по сравнению с объемной закалкой, твердость после закалки ТВЧ получается выше примерно на 2— 3 единицы HRC. Это обеспечивает более высокую износостойкость и твердость поверхности детали.
Преимущества закалки токами высокой частоты
Наиболее часто поверхностной высокочастотной закалке подвергают детали, изготовленные из углеродистой стали с содержанием 0,4—0,5% С. Эти стали после закалки имеют поверхностную твердость HRC 55—60. При более высоком содержании углерода возникает опасность появления трещин из-за резкого охлаждения. Наряду с углеродистыми применяются также низколегированные хромистые, хромоникелевые, хромокремнистые и другие стали.
Оборудование для выполнения индукционной закалки (ТВЧ)
Генератор токов высокой частоты это электрические машины, различающиеся по физическим принципам формирования в них электрического тока.
Генераторы всех видов различаются по частоте и мощности генерируемого тока
Виды генераторов Мощность, кВт Частота, кГц КПД
Поверхностную закалку мелких деталей (иглы, контакты, наконечники пружин) осуществляют с помощью микроиндукционных генераторов. Вырабатываемая ими частота достигает 50 МГц, время нагрева под закалку составляет 0,01-0,001 с.
Способы закалки ТВЧ
По выполнению нагрева различают индукционную непрерывно-последовательную закалку и одновременную закалку.
Непрерывно-последовательная закалка применяется для длинномерных деталей постоянного сечения (валы, оси, плоские поверхности длинномерных изделий). Нагреваемая деталь перемещается в индукторе. Участок детали, находящийся в определенны момент в зоне воздействия индуктора, нагревается до закалочной температуры. На выходе из индуктора участок попадает в зону спрейерного охлаждения. Недостаток такого способа нагрева – низкая производительность процесса. Чтобы увеличить толщину закленного слоя необходимо увеличить продолжительность нагрева с помощью снижения скорости перемещения детали в индукторе. Одновременная закалка предполагает единовременный нагрев всей упрочняемой поверхности.
Эффект самоотпуска после закалки
После завершения нагрева поверхность охлаждается душем или потоком воды непосредственно в индукторе либо в отдельном охлаждающем устройстве. Такое охлаждение позволяет выполнять закалку любой конфигурации. Дозируя охлаждение и изменяя его продолжительность, можно реализовать эффект самоотпуска в стали. Данный эффект заключается в отведении тепла, накопленного при нагреве в сердцевине детали, к поверхности. Говоря другими словами, когда поверхностный слой охладился и претерпел мартенситное превращение, в подповерхностном слое еще сохраняется определенное количество тепловой энергии, температура которой может достигать температуры низкого отпуска. После прекращения охлаждения эта энергия за счет разницы температур будет отводиться на поверхность. Таким образом отпадает необходимость в дополнительных операциях отпуска стали.
Конструкция и изготовление индукторов для закалки ТВЧ
Разработка конструкции индуктора предполагает прежде всего определение его формы. При этом отталкиваются от формы и габаритов закаливаемого изделия и способа закалки. Кроме того, при изготовлении индукторов учитывается характер перемещения детали относительно индуктора. Также учитывается экономичность и производительность нагрева.
Охлаждение деталей может применяется в трех вариантах: водяным душированием, водяным потоком, погружением детали в закалочную среду. Душевое охлаждение может осуществляться как в индукторах-спрейерах, так и в специальных закалочных камерах. Охлаждение потоком позволяет создавать избыточное давление порядка 1 атм, что способствует более равномерному охлаждению детали. Для обеспечения интенсивного и равномерного охлаждения необходимо, чтобы вода перемещалась по охлаждаемой поверхности со скоростью 5-30 м/сек.
Что такое ТВЧ и где это применяется?
После изготовления металлических деталей, на производстве проводят дополнительную обработку чтобы улучшить характеристики материала. ТВЧ — это закалка стали, которая проводится с помощью воздействия токов высокой частоты. Применяется на производстве.
ТВЧ закалка стали (Фото: Instagram / prom_marcket)
Что такое ТВЧ-закалка?
ТВЧ закалка — поверхностное термическое воздействие на сталь, которое проводится при подаче тока высокой частоты. После проведения технологического процесса показатели прочности, твердости увеличиваются, что повышает эксплуатационные характеристики изделия. Технологический процесс состоит из нескольких этапов:
Глубина закалки ТВЧ зависит от длительности каждого из этапов.
При разогреве стали токами высокой частоты важно правильно выполнить охлаждение. Для этого заготовку погружают в ёмкость с охлаждающей жидкостью или на обработанную поверхность разбрызгивается масло, вода, эмульсия.
С помощью оборудования, на котором проводится процесс закалки стали, можно выполнить ТВЧ-пайку. Для этого на рабочую поверхность подаётся ток ещё большей частоты.
Сферы применения
Термическое воздействие необходимо для того чтобы улучшить характеристики изделия. ТВЧ подвергаются следующие детали:
Нагрев токами высокой частоты применяется к изделиям из углеродистой стали. Если в них содержится не более 0,5% углерода, после обработки они приобретут высокие показатели прочности, твердости. Если процент углерода ниже, достигнуть необходимых характеристик не получится.
Шестерни (Фото: Instagram / tokar_116)
Достоинства и недостатки
Любой метод обработки металлов обладает сильными и слабыми сторонами. Преимущества:
Станки применяются при серийном производстве износоустойчивых деталей.
Как выбирается температура
Чтобы провести качественную закалку стальной заготовки, нужно выбрать температурный режим обработки, который зависит от вида обрабатываемого материала:
Особенности индукционного воздействия на металлические поверхности не позволяют обрабатывать стали, процентное содержание углерода в которых не превышает 0.5%. Для завершения технологического процесса нужно устранить возникшее напряжение между сердцевиной и поверхностью изделия. Чтобы сделать это, проводится низкотемпературный отпуск. Заготовка помещается в печь, разогретую до температуры 200 градусов по Цельсию. Когда температура упадёт, изделию дают остыть при комнатной температуре.
Закалка стали (Фото: Instagram / redventru)
Охлаждение детали
Охлаждение — заключительный этап. Важные условия — скорость, равномерность. При охлаждении применяется два метода:
Индуктор, используемый для работы с металлическими изделиями, оборудуется дополнительной системой охлаждения. Она представляет собой медные трубки, по которым циркулирует вода. Охлаждение происходит благодаря отверстиям, прорезанных в трубках, из которых вода попадает на рабочую поверхность.
Индукционная установка
Чтобы провести разогрев токами высокой частоты, нужно использовать индукционное оборудование. Оно состоит из высокочастотного генератора, индуктора. Заготовку устанавливают внутри индуктора или рядом с ним. Он представляет собой катушку, на которой закрепляется медная трубка. Габариты, форма индуктора может изменяться в зависимости от размера обрабатываемой детали.
После включения оборудования индуктор генерируют магнитное поле, которое проходит через изделие. Вихревые токи, образующиеся во время обработки, разогревают поверхностные слои стали. Чтобы увеличить глубину проработки детали, нужно повысить частоту тока.
Бывает несколько типов конструкции индуктора:
Помимо конструкции используемого оборудования, изменяют режимы проведения работ:
При обработке нужно удерживать одно расстояние между индуктором, рабочей поверхностью на всем рабочем промежутке. Важно не допускать соприкосновения оборудования и заготовки. Это приведёт к нарушению структуры материала.
Одновременный разогрев изделий подразумевает использование большой мощности. Это повышает затраты электроэнергии. Из-за этого при обработки крупногабаритных заготовок применяют режим непрерывно-последовательной закалки.
ТВЧ — технология, направленная на изменение характеристик металлической заготовки. Разогревание изделия высокочастотными токами увеличивает показатели твердости, прочности. Важно равномерно провести разогрев, охлаждение. ТВЧ актуально использовать при многосерийном производстве.
Стальные электросварные трубы – в чем особенность производства?
Электросварные стальные трубы широко применяют как в промышленной области, так и в быту. Ознакомимся подробнее с их характеристиками.
1 Что это и кому понадобилось?
Трубами называются длинные пустотелые промышленные изделия, преимущественно круглого сечения, хотя встречаются квадратные и прямоугольные конструкции. При этом размеры сечения остаются постоянными на протяжении всей длины. Еще в прошлом тысячелетии в Англии для распределения воды использовали выдолбленные бревна. Такое изобретение оставалось на пике популярности целое столетие с 1700 до 1800 гг. Сегодня трубы изготавливают из различных материалов (черные, цветные металлы и сплавы, пластик и т. д.).
Классификация производится не только в зависимости от материала, имеет значение формы и размеры сечения, например, трубы делятся на профильные и круглые. Диаметр зависит от толщины стенки. Производство для бесшовных труб и электросварных отличается. Мы будем говорить о вторых. В этих изделиях стык может быть прямолинейным или спиралевидным.

Такие трубы нашли свое применение во многих областях. В строительстве из них собирают каркасы различных металлоконструкций, делают ограды, заборы. Они участвуют в производстве ворот и т. д. С их помощью без особого труда можно огородить детскую площадку, открытую веранду или летнюю беседку. Также трудно представить без них коммуникационные системы, тот же газо- или водопровод. А благодаря неоспоримым достоинствам стальные трубы используют даже при прокладке магистралей в нефтяной и химической промышленности.
Производство домашней и офисной мебели тоже не обошлось без электросварных полых элементов. Их вполне можно использовать в качестве перил. Такая конструкция нередко служит элементом радио- или телеопор. Машино-, судо-, авиа- и автостроение – это все промышленные области, где стальная труба – незаменимый элемент.
2 Производство труб небольшого диаметра
В этом пункте мы разберем производство, где получают электросварные трубы средних и малых размеров. Изготавливаются они из листового проката либо штрипсов путем формовки и дальнейшей электросварки. Расположение шва встречается прямое и по спирали.
Технологические процессы изготовления стальных труб малого и среднего диаметра однотипные. На подготовительном этапе проводится стыковка и правка стальных заготовок, в результате чего формируется одна бесконечная полоса. Очень часто она проходит через оборудование, представляющее собой дисковые ножницы с кромкокрошителем, одновременно выравнивающие оба края и тем самым регулирующие ширину. Эта необходимость обоснована тем, что размеры полос, поступающих на трубоэлектросварочные агрегаты (ТЭСА), колеблются из-за допускаемых отклонений. Если не выравнивать ширину по всей длине заготовки, то не получится обеспечить точное схождение кромок в сварочном калибре, и тогда возможны волнистости на готовой продукции.

Далее следует этап формирования трубной заготовки. Для этого стальная лента в холодном состоянии поступает на многоклетьевой непрерывный стан. Число клетей колеблется от 6 до 11 в зависимости от того, какие размеры имеет продукция. При этом кроме горизонтальных в формировании профиля принимают участие еще и вертикальные валки. В их задачи входит распружинивание после деформации.
Следующий этап – сварка ТВЧ (токами высокой частоты). К ее достоинствам относится высокая скорость (достигает 2,5 м/с) в сочетании с хорошим качеством шва, даже если работать с нетравлеными горячекатаными лентами. Этим способом можно варить различные марки стали. Причем расход электроэнергии невелик. Все перечисленные достоинства обеспечиваются высокой концентрацией тока на свариваемых торцах.
После подобной операции следует снятие грата, чтобы повысить качество шва. И в завершение проводится калибровка на станах с 3–4 двухвалковыми клетями и чередующимися приводными горизонтальными и неприводными вертикальными валами. После калибровочного оборудования трубы поступают на правильную четырехвалковую клеть. На этом этапе происходит и снятие овальности. На мерную и кратную мерной длине продукция делится на ходу посредством летучих разрезных и разрывных устройств.
3 Если сечение должно быть большим
Сейчас мы рассмотрим, как организовано производство стальных электросварных труб большого сечения. Для этого используются стальные листы, которые подаются на конвейер с помощью крана. Далее на них привариваются технологические планки. Эти элементы играют весьма важную роль, так как сварочный аппарат разогревается постепенно, и не получается сразу формировать шов нужного качества. А на зону технологических планок как раз и приходится этот разогрев.
Попадая на основную линию, первым делом происходит фрезерование кромок, после чего заготовка поступает на кромкозагибочный стан. Дело в том, что при основной деформации края не загибаются на нужный угол, этого можно добиться только с помощью оборудования. Далее заготовка поступает на самый важный агрегат – трубоформовочный пресс. Изначально будущая труба имеет сечение в форме шестигранника, а затем растягивается изнутри до цилиндра. Работы проводятся в 2 этапа, сначала обрабатывается одна половина, а потом и вторая.

Теперь заготовка отправляется непосредственно на сварку. Технологическим швом соединяются концы будущей трубы, после чего она проваривается как снаружи, так и изнутри. Потерявшие свою актуальность технологические планки отрезаются. При необходимости проводится шлифовка и правка. Готовая продукция проходит тщательный контроль, а несколько экземпляров с каждой партии отправляются на испытания в лабораторию.
Тем временем остальная продукция поступает на экспандирование. Конструктивно экспандер имеет сходство с барабанным тормозом задних колес авто, только в этом случае количество головок не 2, а почти 24. Во время процесса полая труба проходит между идеальным кругом, на котором установлен датчик с колодками. Если какой-либо фрагмент полого элемента недотягивает до круга, то колодки выдавливают его изнутри, тем самым обеспечивая идеальную форму.
Теперь следует торцевание, ведь так важно, чтобы края были идеальными. Специальное оборудование одновременно обрабатывает оба края, независимо от длины конструкции. В конце производят контроль качества, подрезку фасок и приемку. При необходимости изделие покрывают антикоррозионным составом, начала снаружи, а затем и внутреннюю поверхность.
4 Из чего делают такие трубы?
Электросварные трубы производятся из различных марок стали, но особой популярностью пользуются углеродистые и низколегированные. К первым относятся сплавы с содержанием углерода до 2%, при этом доля остальных примесей незначительная. Такие стали имеют отличную твердость и прочность. Еще одним плюсом такого сплава можно назвать приемлемую стоимость. Есть и минусы – низкая теплостойкость и недостаточная износостойкость.

Лучшими характеристиками обладает легированная сталь. В ее составе помимо стандартных компонентов (железа и углерода) присутствуют специальные добавки, благодаря которым можно получить заданные свойства.
В низколегированных сплавах их содержание не превышает 2,5%. Хром сделает материал более твердым, а добавив немного никеля, можно улучшить прочность, прокаливаемость и пластичность. Также легированная сталь приобретет антикоррозионную стойкость и повысит сопротивление ударам. Самым благоприятным образом на твердости и износостойкости отразится введение марганца, но вот улучшению пластичности этот элемент не поспособствует, напротив, эта характеристика только ухудшится. Ниобий даст лучшую стойкость к кислым средам, а алюминий повысит окалино- и жаростойкость.
5 Сортамент – обратимся к цифрам
Так как трубы используются в весьма ответственных конструкциях, то к их качеству предъявляются серьезные требования. Весь сортамент можно разделить на четыре группы:
Более подробно размеры электросварных труб можно глянуть в государственных стандартах. Прямошовные элементы выпускаются мерной и немерной длины. И в обоих случаях их габариты зависят от диаметра. Сортамент тут имеет определенные нормы, рассмотрим их.

Если речь идет о мерной длине, то сортамент должен соответствовать немного другим нормам. В зависимости от диаметра длина будет равняться:
Также допускаются некоторые отклонения для труб диаметром более 70 мм, по запросу заказчика они могут выпускаться от 6 до 12 м, главное, не нарушать нижний предел.
Сортамент описанной продукции включает два класса точности. Если на завершающей стадии обрезались концы и удалялись заусенцы, то такой товар следует отнести к I группе. В этом случае предельные отклонения по длине достигают 15 мм. А когда вышеуказанные технологические операции не проводят, то это группа II (отклонения по длине не более 100 мм).
Потребитель всегда может попросить, чтобы товар II класса точности был с заторцованными краями с одной либо двух сторон. Допустимым считается утолщение у грата на 0,15 мм для изделий с шириной сечения от 76 мм. А вот толщина стенок может колебаться в пределах 10% для продукции диаметром, не превышающим 152 мм. Более подробно ознакомиться с сортаментом электросварных стальных труб каждый может в ГОСТах 10705-80 и 10704-91.
Сортамент изделий с диаметром выше 478 мм насчитывает три класса точности. В этом случае особое внимание уделяют овальности, которая не должна превышать 1; 1,5 и 2% для I, II и III группы. Также должное внимание уделяют кривизне, если сечение трубы не более 152 мм, то такое отклонение не может превышать 1 мм на метр длины, для остальных изделий оно возрастает до 1,5 мм. В некоторых случаях учитывается общая кривизна, допуск – не более 0,2% от всей длины.


