Спецификация процедуры сварки

СОДЕРЖАНИЕ
Введение [ править ]
Ниже приведены определения WPS и PQR, которые можно найти в различных нормах и стандартах:
В Европе Европейский комитет по стандартизации (CEN) принял стандарты ISO по квалификации процедур сварки (от ISO 15607 до ISO 15614), которые заменили бывший европейский стандарт EN 288. EN ISO 15607 определяет WPS как «документ, который был аттестована одним из методов, описанных в разделе 6, и предоставляет необходимые параметры процедуры сварки для обеспечения повторяемости во время производственной сварки ». Тот же стандарт определяет протокол аттестации процедуры сварки (WPQR) как «Запись, содержащую все необходимые данные, необходимые для аттестации предварительной спецификации процедуры сварки». [6] В дополнение к стандартной процедуре квалификации WPS, указанной в ISO 15614, серия стандартов ISO 156xx предусматривает также альтернативные методы утверждения WPS. К ним относятся: испытанные сварочные материалы (ISO 15610), предыдущий опыт сварки (ISO 15611), стандартная процедура сварки (ISO 15612) и предварительные сварочные испытания (ISO 15613).
В секторе нефте- и газопроводов стандарт API 1104 Американского института нефти используется почти исключительно во всем мире. API 1104 принимает определения Американского общества сварщиков, код AWS A3.0. [7]
Pqr сварка что такое
ГОСТ Р ИСО 15607-2009
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ И АТТЕСТАЦИЯ ПРОЦЕДУР СВАРКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Specification and qualification of welding procedures for metallic materials. General rules
Дата введения 2010-07-01
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным учреждением «Научно-учебный центр «Сварка и контроль» при МГТУ им. Н.Э.Баумана (ФГУ НУЦСК при МГТУ им. Н.Э.Баумана), Национальным агентством контроля и сварки (НАКС) на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 «Сварка и родственные процессы»
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении D
Международный стандарт ИСО 15607 разработан Техническим комитетом CEН/TК 121 «Сварка» Европейского комитета по стандартизации (CEН), секретариат которого закреплен за организацией по стандартизации Дании, в сотрудничестве с Техническим комитетом ИСO/TК 44 «Сварка и родственные процессы», подкомитетом 10 «Унификация требований в области сварки металлов» в соответствии с Соглашением о техническом сотрудничестве ИСО и CЕН (Венское Соглашение).
Эта редакция аннулирует и заменяет стандарты ИСО 9956-1:1995 и ИСО 9956-1:1995/Amd.1:1998, которые находились на пересмотре.
Технические требования к процедуре сварки необходимы, чтобы обеспечить четко установленную основу для планирования процедур сварки и управления качеством при сварке. В терминологии стандартов систем качества сварка считается специальным процессом. Стандарты систем качества обычно требуют, чтобы специальные процессы выполнялись в соответствии с документированными техническими требованиями.
Разработка технических требований к процедуре сварки обеспечивает необходимую основу для соответствия сварных швов предъявляемым к ним требованиям, однако сами по себе его не гарантируют. Некоторые отклонения (наружные дефекты и деформации) могут быть оценены на готовом изделии неразрушающими методами.
Металлургические отклонения представляют особую проблему. Невозможность оценки механических свойств современными методами неразрушающего контроля вызывает необходимость установления комплекса правил для аттестации процедуры сварки до реализации технических требований в производстве. Настоящий стандарт определяет эти правила.
1 Область применения
Настоящий стандарт является частью серии стандартов, которая описана в приложении A. Приложение B дает представление об их применении. В Приложении C приведена блок-схема разработки и аттестации технических требований к процедуре сварки (WPS).
Стандарт определяет общие правила разработки и аттестации технических требований к процедуре сварки металлических материалов. В нем также приведены ссылки на несколько других стандартов, в которых детализируются правила для специальных применений.
Настоящий стандарт применяется для ручной, механизированной и автоматической сварок.
Процедуры сварки аттестуются посредством согласования с одним или несколькими протоколами аттестации процедуры сварки (WPQR). Применение определенного метода аттестации часто является требованием применяемого стандарта на продукцию.
Аттестация предварительных технических требований к процедуре сварки (pWPS) по более чем одному методу не рекомендуется. Предполагается, что технические требования к процедуре сварки используют в производстве компетентные сварщики, аттестованные согласно соответствующей части EН 287 или EН ИСO 9606, или компетентные операторы, аттестованные в соответствии с EН 1418.
2 Нормативные ссылки
Настоящий стандарт посредством датированных и недатированных ссылок содержит положения из других стандартов. Для датированных ссылок последующие поправки или изменения любых из этих публикаций действительны для настоящего стандарта только после введения поправок и изменений к нему. Для недатированных ссылок применяется последнее издание приведенного стандарта (включая изменения).
EН ИСO 4063 Сварка и родственные процессы. Номенклатура процессов и ссылочные номера (ИСO 4063:1998)
EН ИСO 14555 Сварка. Дуговая приварка шпилек из металлических материалов (ИСО 14555:1998)
EН ИСO 15609-1 Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 1. Дуговая сварка (ИСO 15609-1:2004)
EН ИСO 15609-2 Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 2. Газовая сварка (ИСО 15609-2:2001)
EН ИСO 15609-3 Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 3. Электронно-лучевая сварка (ИСО 15609-3:2004)
EН ИСO 15609-4 Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 4. Лазерная сварка (ИСO 15609-4:2004)
EН ИСO 15609-5 Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 5. Контактная сварка (ИСO 15609-5:2004)
EН ИСO 15610 Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на испытанных сварочных материалах (ИСO 15610:2003)
EН ИСO 15611 Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на опыте предыдущей сварки (ИСO 15611:2003)
EН ИСO 15612 Технические требования и аттестация процедур сварки металлических материалов. Аттестация путем принятия стандартной процедуры сварки (ИСO 15612:2004)
EН ИСO 15613 Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на предпроизводственном испытании (ИСO 15613:2000)
ЕН ИСО 15614-1 Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 1. Дуговая и газовая сварка сталей и дуговая сварка никеля и никелевых сплавов (ИСО 15614-1:2003)
ЕН ИСО 15614-2 Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 2. Дуговая сварка алюминия и алюминиевых сплавов (ИСО 15614-2:2005)
EН ИСО 15614-3 Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 3. Испытания процедуры дуговой сварки чугуна (ИСО 15614-3:2008)
ЕН ИСО 15614-4 Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 4. Исправление дефектов алюминиевого литья (ИСО 15614-4:2005)
ЕН ИСО 15614-5 Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 5. Дуговая сварка титана, циркония и их сплавов (ИСО 15614-5:2004)
ЕН ИСО 15614-6 Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 6. Медь и медные сплавы (ИСО 15614-6:2006)
ЕН ИСО 15614-8 Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 8. Сварка труб с листом (ИСO 15614-8:2002)
ЕН ИСО 15614-10 Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 10. Гипербарическая сухая сварка (ИСО 15614-10:2005)
ЕН ИСО 15614-11 Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 11. Электронно-лучевая и лазерно-лучевая сварка (ИСО 15614-11:2002)
ЕН ИСО 15614-12 Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 12. Точечная, шовная и рельефная сварка (ИСО 15614-12:2004)
ЕН ИСО 15614-13 Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 13. Контактная стыковая сварка сопротивлением и оплавлением (ИСО 15614-13:2005)
ЕН ИСО 15620 Сварка. Сварка трением металлических материалов (ИСО 15620:2000)
ИСО 857-1 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 процедура сварки (welding procedure): Установленный порядок действий для выполнения сварного шва, включая указания на процесс(ы) сварки, основные и сварочные материалы, подготовку под сварку, предварительный нагрев (при необходимости), метод и управление сваркой, термическую обработку после сварки (при необходимости) и необходимое оборудование.
3.2 процесс сварки (welding process): В настоящем стандарте использованы процессы сварки, перечень и определения которых приведены в ИСО 857-1, и система нумерации процессов сварки по ЕН ИСО 4063.
3.3 предварительные технические требования к процедуре сварки (pWPS) (preliminary welding procedure specification (pWPS)): Документ, содержащий значения параметров процедуры сварки, которая должна быть аттестована, используя один из методов, описанных в разделе 6.
3.4 технические требования к процедуре сварки (WPS) (welding procedure specification (WPS): Документ, который был аттестован одним из методов, описанных в разделе 6, и содержит значения параметров процедуры сварки, обеспечивающие повторяемость ее выполнении в производстве.
3.5 рабочая инструкция (work instruction): Документ, содержащий упрощенные технические требования к процедуре сварки, пригодный для непосредственного применения в цехе.
3.6 протокол аттестации процедуры сварки (WPQR) (welding procedure qualification record (WPQR): Протокол, содержащий все необходимые данные для аттестации предварительных технических требований к процедуре сварки.
3.7 испытание процедуры сварки (welding procedure test): Изготовление и испытание стандартизированного контрольного образца, как указано в pWPS, с целью аттестации процедуры сварки.
3.8 предпроизводственное испытание сварки (pre-production welding test): Испытание сварки, имеющее те же функции, что и испытание процедуры сварки, но основанное на нестандартном контрольном образце, имитирующем производственные условия.
3.9 технические требования к стандартной процедуре сварки (standard welding procedure specification): Технические требования к процедуре сварки, аттестованные путем испытания процедуры сварки, не связанные с изготовителем и аттестованные экспертом или экспертным органом.
3.10 опыт ранее выполненной сварки (previous welding experience): Подтверждение достоверными данными испытаний того, что процедуры сварки, установленные изготовителем для производства, обеспечили в течение определенного периода времени выполнение сварных швов требуемого качества.
3.11 испытанный сварочный материал (tested welding consumable): Сварочный материал или комбинация таких материалов, испытанный согласно соответствующим стандартам на испытание сварочных материалов.
3.12 сварочный материал (welding consumable): Материал, расходуемый при выполнении сварного шва, включая присадочные металлы и вспомогательные материалы.
3.13 существенный параметр (essential variable): Условие сварки, которое требует аттестации.
3.14 несущественный параметр (non essential variable): Условие сварки, включаемое в WPS, но не требующее аттестации.
3.15 область аттестации (range of qualification): Область распространения аттестации для существенного параметра сварки.
3.16 основной материал (parent material): Материал(ы), подлежащие соединению сваркой.
3.17 контрольный образец (test piece): Сварная конструкция, предназначенная для испытаний.
3.18 образец для испытаний (test specimen): Часть, вырезанная из контрольного образца, предназначенная для выполнения установленного разрушающего испытания.
3.19 однородное соединение (homogeneous joint): Сварное соединение, в котором металл сварного шва и основной материал не имеют значительных различий механических свойств и/или химического состава.
3.20 неоднородное соединение (heterogeneous joint): Сварное соединение, в котором металл сварного шва и основной материал имеют значительные различия механических свойств и/или химического состава.
3.21 соединение разнородных материалов (dissimilar material joint): Сварное соединение, в котором основные материалы имеют значительные различия механических свойств и/или химического состава.
3.22 дефект (imperfection): Нарушение сплошности сварного шва или отклонение от установленной геометрии. Дефектами являются, например, трещины, неполное проплавление, пористость, шлаковые включения.
3.23 изготовитель (manufacturer): Лицо или организация, ответственная за сварочное производство.
Спецификация процесса сварки (Welding Procedure Specification)
WPS является документом, который описывает, как сварка будет осуществляться в производстве. Данный документ рекомендуются для всех сварочных операций и многие нормы и стандарты рекомендуют применять WPS обязательно.
Какая информация включена в спецификацию процесса сварки?
Соответствующие подробности, дающие компетентному сварщику применять данную информацию и производить сварку с приемлемым качеством. Количество деталей и уровень контроля качества требуемый в WPS, обусловлен возможностью использования и критичностью сварного шва.
В случае, если требуется больше информации, она указана в протоколе аттестации сварочной процедуры (PQR) или квалификационная процедура метода сварки (WPAR), за исключением разрешенных диапазонов толщин, диаметров, сварочного тока, материалов, типов сварных швов и т.д.
Если WPS используется в сочетании с утвержденными процедурами сварки то указанные диапазоны должны быть в соответствии с диапазонами разрешенными в WPS.
Однако, серьезное внимание следует уделить указанным диапазонам, чтобы убедиться, что они достижимы, так как диапазоны данные стандартными процедурами сварки не всегда представляют хорошую практику сварки. Например, положения сварки, разрешенные с помощью стандартной процедуры сварки не может быть достигнута или практически не выполнима для некоторых процессов сварки или расходных материалов.
EN ISO 15609-1 (формально EN 288 часть 2) Европейский стандарт для Спецификация процесса сварки (WPS)
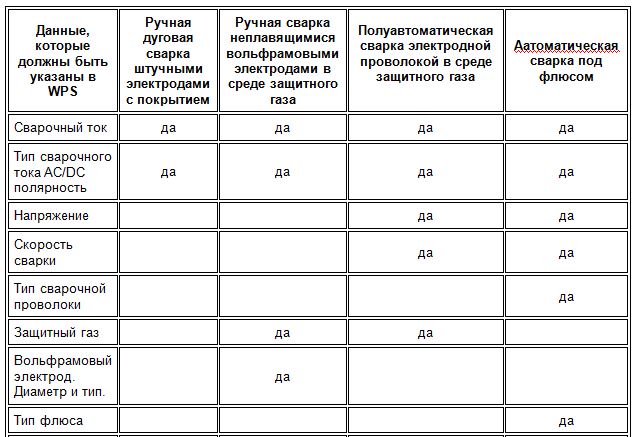
EN ISO 15609 определяет содержимое WPS в виде списка информации, который должен быть записан. Для некоторых приложений может потребоваться дополнения или сокращения перечня. Например, только в случае процедуры, требующей контроля тепловложения будет необходимо регламентировать скорость сварки или длину прохода для ручных процессов.
QW 250 Перечень величин для каждого сварочного процесса. Все величины, указанные в данном перечне, должны быть проработаны. Диапазоны, разрешенные WPS определяются PQR.
Стандартные пункты, которые должны быть указаны в WPS:
Общие для всех процессов:
Чертеж
Чертеж сварного шва требуется и должен включать в себя основные размеры подготовки шва. Некоторые указания последовательности выполнения также полезно указать, особенно если правильная последовательность имеет важное значение для обеспечения качества сварного шва.
Последовательность производственных операций
В то время как это хорошая практика, но это не требуется ни в ASME IX ни в EN288 часть 2; предпочтительнее, если будут выпущены отбельные процедуры производственных операций и контроля качества.
Неразрушающий контроль
WPS прежде всего является процедурой сварки. Приемочные критерии по неразрушающему контролю должны быть описаны в отдельной процедуре.
Если Вам будет нужна проформа WPS, пишите мне, я Вам вышлю.
Вопрос по аттестации сварки по ASME sec. IX
Фактически PQR это WPS только в неё добавлены данные по сварщикам и результаты механических испытаний, или же я могу в него не включать переменные которые не использую?
Просто есть несколько образцов PQR, но нет на них WPS и данных там немного.
Из всего этого получается, что для того чтобы аттестовать технологию трубы двумя способами я должен:
1. Оформить pWPS на сварку способом GTAW, выполнить сварку образца сечением достаточным для изготовления необходимого набора образцов, оформить PQR
2. Оформить pWPS на сварку способом FCAW, выполнить сварку образца сечением достаточным для изготовления необходимого набора образцов, оформить PQR
И уже на основе ранее оформленных протоколов оформлять WPS по которой будет выполнятся производственная сварка?
У меня есть PQR с схожими с моими параметрами, только вместо FCAW там используется SAW. Так вот слой выполненный GTAW равен 6 мм. Как этот металл вообще можно исследовать?
Из всего этого получается, что для того чтобы аттестовать технологию трубы двумя способами я должен:
1. Оформить pWPS на сварку способом GTAW, выполнить сварку образца сечением достаточным для изготовления необходимого набора образцов, оформить PQR
2. Оформить pWPS на сварку способом FCAW, выполнить сварку образца сечением достаточным для изготовления необходимого набора образцов, оформить PQR
И уже на основе ранее оформленных протоколов оформлять WPS по которой будет выполнятся производственная сварка?
У меня есть PQR с схожими с моими параметрами, только вместо FCAW там используется SAW. Так вот слой выполненный GTAW равен 6 мм. Как этот металл вообще можно исследовать?
Procedure Qualification Record
Смотреть что такое «Procedure Qualification Record» в других словарях:
Procedure Qualification Record — The American Welding Society (AWS) defines welding Procedure Qualification Record (PQR) as a record of welding variables used to produce an acceptable test weldment and the results of tests conducted on the weldment to qualify a Welding Procedure … Wikipedia
PQR — Procedure Qualification Record (Welding) Contributor: LaRC … NASA Acronyms
ГОСТ Р ИСО 15607-2009: Технические требования и аттестация процедур сварки металлических материалов. Общие правила — Терминология ГОСТ Р ИСО 15607 2009: Технические требования и аттестация процедур сварки металлических материалов. Общие правила оригинал документа: 3.22 дефект (imperfection): Нарушение сплошности сварного шва или отклонение от установленной… … Словарь-справочник терминов нормативно-технической документации
документ — 23.01.05 документ* [document]: Текст, имеющий наименование, определенную структуру и обозначение, который может быть сохранен, отредактирован, найден и заменен как единое целое. Источник: ГОСТ Р ИСО/МЭК 2382 23 2004: Информационная технология.… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р 54383-2011: Трубы стальные бурильные для нефтяной и газовой промышленности. Технические условия — Терминология ГОСТ Р 54383 2011: Трубы стальные бурильные для нефтяной и газовой промышленности. Технические условия оригинал документа: 3.43 «слоновая кожа» (elephant hide): Несплошности наружной поверхности тела бурильной трубы, образующиеся в… … Словарь-справочник терминов нормативно-технической документации
PQR — Cette page d’homonymie répertorie les différents sujets et articles partageant un même nom. Sigles d’une seule lettre Sigles de deux lettres > Sigles de trois lettres Sigles de quatre lettres … Wikipédia en Français
протокол — 01.02.09 протокол [ protocol]: Набор правил, который определяет поведение функциональных единиц при выполнении коммуникативных функций. Источник … Словарь-справочник терминов нормативно-технической документации
документ об аттестации технологии сварки — 3.11 документ об аттестации технологии сварки (weld procedure qualification record): Документ, подтверждающий, что конкретная технологическая инструкция по сварке позволяет получать сварные швы в соответствии с требованиями настоящего стандарта.… … Словарь-справочник терминов нормативно-технической документации
протокол аттестации процедуры сварки ( WPQR) — 3.6 протокол аттестации процедуры сварки ( WPQR) (welding procedure qualification record (WPQR): Протокол, содержащий все необходимые данные для аттестации предварительных технических требований к процедуре сварки. Источник: ГОСТ Р ИСО 15607 2009 … Словарь-справочник терминов нормативно-технической документации
List of United States Marine Corps acronyms and expressions — This is a list of acronyms, expressions, euphemisms, jargon, military slang, and sayings in common or formerly common use in the United States Marine Corps. Many of the words or phrases have varying levels of acceptance among different units or… … Wikipedia


