Трохоидальное фрезерование: самый короткий путь — не прямая
Некоторым инновациям нужно чуть больше времени, чтобы прижиться. Хорошим примером является трохоидальное фрезерование. Сам процесс был разработан несколько десятилетий назад, но лишь благодаря комбинации современных станков, быстродействующих систем управления и соответствующего программного обеспечения для автоматизированного программирования стало возможным оценить полный производственный потенциал этого метода.
Достоинства трохоидального фрезерования звучат многообещающе. Малая сила резания и ее равномерное распределение вдоль всей длины режущей кромки позволяют производить обработку на более высоких скоростях и значительно сократить длительность технологической операции, в то же время продлевая срок службы инструмента и повышая качество обработки. Этот метод также эффективен при обработке высокопрочных и закаленных материалов. Каким образом такое увеличение эффективности стало возможным?
Все уже не так, как раньше
В трохоидальном фрезеровании инструмент вращается с постоянной скоростью. Однако он не выполняет линейные движения с постоянной скоростью подачи, характерные для традиционных инструментов при фрезеровании канавок и кромок, а скорее очень быстро движется по закрученным траекториям, называемым трохоидами (рис. 1). Совмещение подачи и круговых движений изменяет рабочие условия. Подача на зуб fz, ширина резания ae и угол охвата β постоянно меняются.
Традиционная система управления не сможет реализовать такую последовательность движений. Поэтому при работе с современным программным обеспечением для автоматизированного программирования важно найти такое сочетание указанных параметров, при котором средняя толщина стружки, и, соответственно, нагрузка на режущие пластины оставались бы все время неизменными. Это позволит избежать чрезмерной нагрузки на шпиндели и неравномерного распределения усилия, прикладываемого к режущим пластинам. Кроме того, в отличие от традиционного фрезерования, где при врезании в заготовку инструмент зачастую подвергается резкой механической нагрузке, в трохоидальном фрезеровании такой негативный эффект отсутствует.
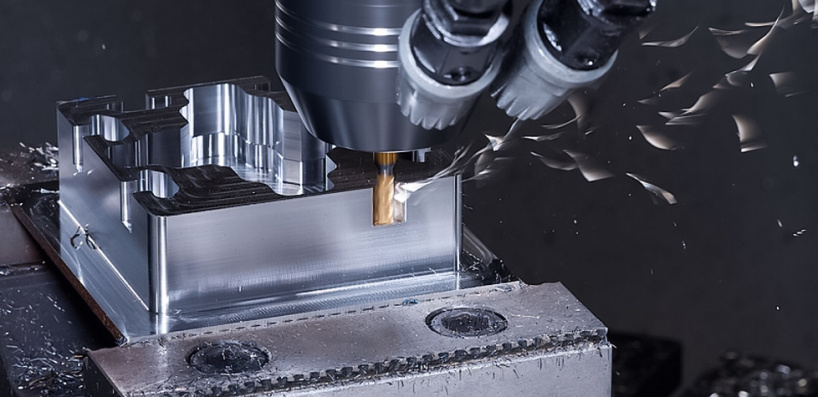
 Рис. 2: Малая сила резания благоприятно сказывается на размерной точности тонкостенных деталей
Рис. 2: Малая сила резания благоприятно сказывается на размерной точности тонкостенных деталей
Это положительно влияет на срок службы инструмента и качество детали. Трохоидальное фрезерование также позволяет производить тонкостенные детали с высоким качеством поверхности и размерной точностью (рис. 2).
Помимо этого, трохоидальное фрезерование значительно уменьшает термическую и механическую нагрузку на режущую кромку. Это связано с тем, что чем шире угол охвата, тем больше тепла, вырабатываемого в процессе обработки, передается на кромку инструмента. При трохоидальном фрезеровании угол охвата в процессе обработки составляет от 10° до 80°, что значительно меньше угла 180°, используемого для традиционного фрезерования канавок. Причина кроется в меньшем диаметре инструмента. При фрезеровании канавки с помощью трохоидального метода диаметр инструмента должен быть на 30% меньше диаметра канавки, чтобы дать инструменту возможность совершать круговые движения. Таким образом, меньший угол охвата и, соответственно, меньшая сила резания позволяют использовать инструменты с более длинной режущей кромкой.
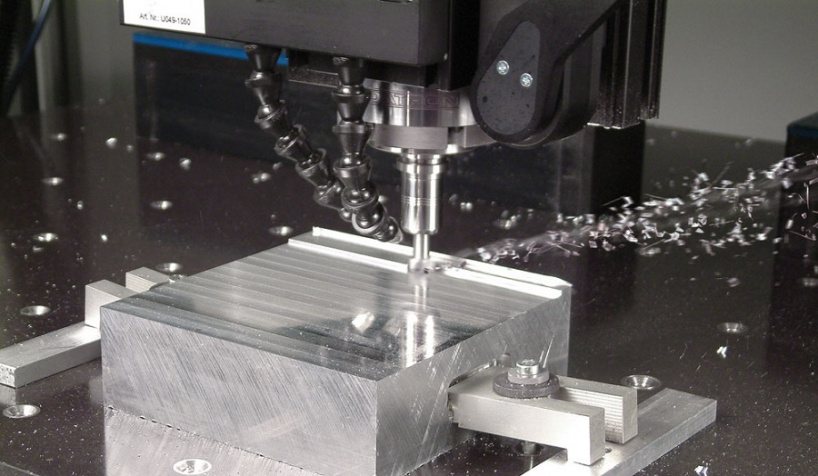
 Рис. 3: Трохоидальное фрезерование кармана при помощи DHC Hardline производства LMT Fette
Рис. 3: Трохоидальное фрезерование кармана при помощи DHC Hardline производства LMT Fette
Это означает, что в случае необходимости деталь может быть обработана за один проход, без изменения осевой подачи. Но это в теории. А что насчет практики?
Практический тест: трохоидальное фрезерование сокращает время обработки карманов на 70%
Машиностроительное предприятие изготовляет шайбы из легированной хром-молибден-ванадиевой стали. В процессе производства в изделии выполняются карманы размером 130 x 55 x 22 мм и твердостью 48 по шкале Роквелла (рис. 3). Раньше оператор использовал режущие инструменты с индексируемыми пластинами (диаметр 20 мм).
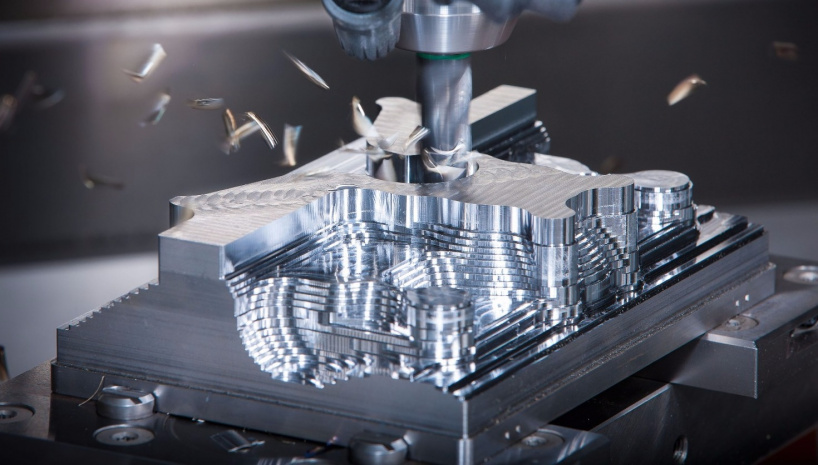
 Рис. 4: Трохоидальное фрезерование существенно сокращает время обработки и увеличивает срок службы инструмента
Рис. 4: Трохоидальное фрезерование существенно сокращает время обработки и увеличивает срок службы инструмента
Чтобы протестировать метод трохоидального фрезерования, производитель решил использовать твердосплавную торцевую фрезу DHC HARDLINE от компании LMT Fette диаметром 12 мм, снабженную 4 режущими пластинами. Скорость резания составила 300 м/мин, а глубина резания ap – 22 мм, т.е. почти 2 x D. Максимальный угол охвата составил 24° при радиальной глубине ae = 0,5 мм.
Результат впечатляет. Время обработки сократилось с 12 до 3,7 минуты, а значит, экономия времени составила по крайней мере 70% (рис. 4). В то же время, если при традиционном фрезеровании одной пластины хватало на обработку 2 деталей, при трохоидальном фрезеровании инструмент даже после обработки 6 деталей не носил следов критического износа.
Приведенный выше пример наглядно демонстрирует потенциал трохоидального фрезерования. Этот метод доказал свою эффективность в решении большого количества задач. Осталось ответить только на один вопрос: когда вы будете готовы сменить траекторию?
Также смотрите видео про трохоидальное фрезерование по этой ссылке.
Источник материала: перевод статьи
THE SHORTEST PATH IS … A CURVE,
LMT Tool Systems GmbH
Автор статьи:
Клеменс Мор (Clemens Mohr),
руководитель учебного центра
компании LMT Tools
Технология трохоидального точения с помощью CAM-системы для обработки жаропрочных металлов и пластичных материалов
Увеличение стойкости, сокращение машинного времени, повышение эксплуатационной надежности – таковы типичные требования к современной токарной обработке. Поскольку для производственных предприятий это, в конечном итоге, означает повышение экономической эффективности и очевидное конкурентное преимущество. Однако при традиционной токарной обработке, в особенности, если речь идет о жаропрочных металлах и пластичных материалах, возможности сменных пластин сильно ограничены. И здесь в игру вступает трохоидальное точение с помощью CAM-системы.
Что представляет собой технология трохоидального точения?
Технология трохоидального фрезерования уже в течение многих лет используется в области обработки резанием и благодаря самым современным обрабатывающим центрам и совмещению с CAM-системой переживает второе рождение. Иначе складывается ситуация в области токарной обработки. Здесь динамическая технология до настоящего времени практически не применялась, что объяснялось отсутствием соответствующей CAM-системы. CAM-система компании OPEN MIND, а именно hyperMILL MAXX Machining, позволила применить проверенную концепцию трохоидального фрезерования к черновой обработке любых обтачиваемых деталей и разработать технологию трохоидального точения с CAM-программированием. При этом типичными областями применения являются черновая обработка при точении, а также радиальная и осевая обработка канавок.
Преимущества трохоидального точения с помощью CAM-системы по сравнению с традиционным точением
Комбинация новейшей CAM-системы и высокопроизводительных инструментов при обработке жаропрочных металлов и пластичных материалов дает множество преимуществ по сравнению с традиционным точением, в частности:
Сокращение машинного времени за счет оптимизации каналов связи и более плавных движений станка
Трохоидальное точение с помощью CAM-системы позволяет реализовать совершенно новую кинематическую модель. Результаты, которых трудно или невозможно добиться, используя технологию традиционной токарной обработки, благодаря CAM-системе можно получать практически без проблем. Благодаря использованию круглых пластин инструмент может перемещаться не только в одном направлении, а совершать плавное возвратно-поступательное движение. Это позволяет сократить затраты времени на величину до 50 процентов при черновой обработке и до 70 процентов при обработке канавок.
Интеллектуальное программирование позволяет значительно увеличить подачи и скорость резания по сравнению с традиционным точением, благодаря чему при трохоидальном точении существенно сокращается машинное время.
Повышенная эксплуатационная надежность, меньший износ и увеличенная стойкость благодаря плавному контакту и отводу
Одна из основных проблем при традиционном точении пластичных и жаропрочных материалов заключается в том, что инструмент часто испытывает ударную нагрузку, что приводит к интенсивному износу и снижению стойкости. Технология трохоидального точения с помощью CAM-системы, напротив, обеспечивает плавный контакт инструмента с деталью и его отвод. Специальный режим врезания пластины в материал снижает нагрузку на инструмент и обеспечивает существенное увеличение стойкости и уменьшение износа, что позволяет добиться значительного повышения экономичности в процессе точения.
Для каких материалов подходит трохоидальное точение?
Благодаря мягкому контакту и отводу в процессе резания трохоидальное точение дает преимущества при обработке всех групп материалов. Однако наиболее явное преимущество отмечается при обработке материалов, которые плохо поддаются резанию с применением традиционной технологии. В частности, при обработке пластичных и жаропрочных материалов, например, нержавеющих сталей, никелевых и титановых сплавов.
Трохоидальное точение жаропрочных материалов
Такие материалы как, например, нержавеющие и жаропрочные стали, титановые и никелевые сплавы, требуют использования инструментов особого качества. Поскольку данные материалы обладают специфическими свойствами, они оказывают абразивное действие и создают сильную нагрузку на режущую кромку инструмента в процессе обработки, что приводит к интенсивному износу и последующему выгоранию режущей кромки.
Трохоидальное точение пластичных материалов (например, дающих сливную стружку поковок)
Когда мы говорим о пластичных материалах, мы часто имеем в виду поковки, которые по причине их мягкости и вязкости часто плохо поддаются обработке резанием. При этом главной проблемой является длинная стружка, которая наматывается на инструмент. Технология трохоидального точения с помощью hyperMILL MAXX Machining позволяет существенно уменьшить длину хода, что дает более короткую стружку и приводит к повышению эксплуатационной надежности.
Условия, необходимые для трохоидального точения
CAM-программу теоретически можно использовать на любом обычном токарном станке, и она подходит для станков небольшой мощности. Таким образом, не требуются дополнительные расходы на приобретение станков. Требуется только hyperMILL MAXX Machining разработчика CAM-систем OPEN MIND.
Какие инструменты необходимы для трохоидального точения?
Для трохоидального точения с помощью CAM рекомендуется использовать систему со стружкоотводящим элементом M3 и подходящими круглыми пластинами. Наша рекомендация:
Высокоскоростное трохоидальное фрезерование
Определение
Трохоидальное фрезерование может быть охарактеризовано как круговое фрезерование с одновременным линейным перемещением. Фреза снимает повторяемые «слои“ материала за счет последовательных спиральных проходов в радиальном направлении. Этот метод предъявляет повышенные требования к программированию и возможностям станка. Данный вид фрезерования представлен в двух видах: статическое и динамическое фрезерование.
Статическое трохоидальное фрезерование целесообразно использовать при обработке пазов. Сейчас давайте вспомним традиционный метод обработки фрезой в «полный» паз.

Как известно из теории резания, когда ширина фрезерования будет равна диаметру фрезы, иными словами, когда фреза работает всем диаметром, то при входе в контакт зуба фрезы с заготовкой образуется толстая стружка, а на выходе – очень тонкая. Тонкая стружка отводит меньше тепла, чем толстая, поэтому большая часть выделенного тепла остается в зоне резания, то есть передается на режущую кромку. Получается фреза сначала работает попутно, затем встречно. Этот фактор значительно сокращает ресурс инструмента, и не дает возможности обработки с большой глубиной резания и подачей, особенно это касается материалов с высокой прочностью. Все эти недостатки и результат при данном методе фрезерования сведем в несколько пунктов:
Ограничения при фрезеровании в полный паз
Это приводит к тому, что:
Теперь рассмотрим метод трохоидального фрезерования паза. Первое условие – ширина паза должна быть больше диаметра фрезы.
Метод высокоскоростного фрезерования основывается на расчете толщины стружки исходя из следующих параметров:
— угла в плане и подачи на зуб
В результате расчетов есть некоторая зависимость между шириной фрезерования Ае и толщиной стружки Hm (при условии, что угол в плане фрезы будет равным 90⁰
 100% Диаметра фрезы «полный паз»
100% Диаметра фрезы «полный паз»

Мы видим что при уменьшении ширины фрезерования уменьшается и толщина стружки, чтобы этого избежать и увеличить толщину стружки надо повысить подачу на зуб Fz.
Также на ширину стружки влияет угол наклона винтовой линии у монолитных концевых фрез.
То есть чем больше угол спирали, тем тоньше стружка и есть вариант повысить подачу.
Далее увеличиваем скорость резания. При малом контакте инструмента с заготовкой (малой толщине стружки) образуется меньше тепла, т к времени в резании инструмент проводит меньше, в результате чего значительно меньше нагревается – за счет этого можно увеличить скорость резания. Зависимость ширины резания от нагрева в зоне резания представлена в таблице.

Используя все эти преимущества в малой ширине фрезерования покажем как это применяется в статическом трохоидальном фрезеровании:
Из рисунка видно, что диаметр фрезы примерно 60-70% от общей ширины паза. Этот параметр оптимальный для того, чтобы инструмент совершал ряд круговых движений со смещением, равным параметру Ае (Ширине фрезерования). Как бы постепенно врезался в металл и выходил в воздух. На этом и основывается метод трохоидального фрезерования.
В большинстве ЧПУ системах данный метод без труда можно запрограммировать и оптимизировать превратив холостое перемещение по круговой линии в прямое перемещение, то есть траектория движения буквой D.


САD/CAM система будет постоянно «следить» за толщиной стружки, трансформируя для этого траекторию движения.
Требования для статического трохоидального фрезерования:
Для динамического метода ко всему вышеперечисленному нужно иметь САD/CAM систему
Особенно эффективно применять метод трохоидального фрезерования при обработке жаропрочных и закаленных материалов
Какую пользу получают предприятия при применении высокоскоростного/ трохоидального фрезерования?
Быстрее обрабатывается деталь
Экономия средств
Безопасность и надёжность обработки
О компании
Компания ООО Технический Центр «Базис» основана в 2011 году. В 2015 году был открыт дополнительный офис в городе Челябинске.
Более 150 клиентов доверяют нам.
ООО Технический «Базис» является авторизованным дистрибьютором на территории УРФО (Свердловской, Курганской, Тюменской областей и ХМАО, ЯНАО) и поставляет металлорежущий инструмент следующих брендов, занимающих лидирующее положение в мире по критериям цены и качества: WIDIA, VARGUS, HANITA, KFH, SHAVIV, DC, D’ANDREA, GUHRING, TOOLGAL, STRAUSS, GERARDI.
Как обрабатывать алюминий: Все, что вам нужно знать! [часть 2 из 2]
Алюминий – один из самых популярных металлов, из которого изготавливают множество разнообразных деталей. Он легкий, прочный, не поддается коррозии, к тому же, легко обрабатывается. К механической обработке обычно относят все процессы обработки резанием: токарную обработку, фрезерование, строгание, сверление, пиление и т. д. Поскольку различных алюминиевых сплавов довольно много, то они могут иметь различные характеристики механической обрабатываемости. Разобраться во всём этом вам поможет данная статью.
Первую часть данной статьи вы можете найти в нашем блоге по ссылке. Примечание: данная статья является переводом.
Подачи и скорости:
Многие операторы просто используют 1000 SFM для расчета оборотов. Если вы так сделаете, то на самом деле вы не будете работать быстрее, чем все остальные.
Единственное исключение из этого правила-когда вы работаете с небольшими инструментами, такими как 1/8″ или меньше. Очистка от стружки может стать проблемой, а это означает, что вам придется снизить скорость для более тонкой стружки.

Даже при токарной обработке вам нужно очень сильно подавать материал, чтобы раздробить ее стружку. В противном случае конвейер для стружки будет постоянно заклинивать.
В конце концов, мощность шпинделя и обороты в минуту должны быть основным фактором, замедляющим черновую обработку алюминия на большинстве станков для деталей среднего размера.
Балансировка и гармония:
Это действительно то, что отделяет новичков от мастеров на арене фрезерования алюминия. Алюминий можно резать на очень высоких скоростях, но ваши инструменты должны быть в состоянии справиться с этим.
Вообще говоря, все, что превышает 10 000 об/мин, должно быть хорошо сбалансировано. На инструментах указаны номиналы балансировки, поэтому подбирайте их соответствующим образом.
Это также верно, когда речь идет об определении точности фрезы. Многие рабочие совершенно не обращают на это внимания, но твердосплавные концевые фрезы на самом деле имеют рейтинг посадки хвостовика. Это может иметь большое значение при использовании некоторых видов резцедержателей, например, гидравлических. Более плотная и точная посадка означает лучшую балансировку, лучший срок службы инструмента и более долговечный шпиндель.
Гармонические испытания помогут вам найти резонансные частоты инструментов и определить оптимальные скорости и подачи. Если частота резания нарушена, инструмент начнет вибрировать, как скрипичная струна, и у вас будут все основания уйти домой раньше времени.
Если вы попытаетесь сделать это без системы тестирования, вы гарантированно разнесете свои инструменты на миллион острых кусочков от безумных колебаний, которые получаются, когда вы немного отклоняетесь.
В одной мастерской, где я работал, тестирование метчиков позволяло нам работать концевыми фрезами 3/4″ с длиной калибра 10″ на скорости около 22 тыс. об/мин и 700 IPM. Иногда мы могли работать быстрее.
Эти системы не дешевы, и вам, очевидно, нужен фрезер, способный работать с такой высокой производительностью. Однако, когда у вас будет такая возможность в цехе, вы будете далеко впереди конкурентов из общего машиностроительного цеха.
Стратегии обработки алюминия:
Для большинства задач при фрезеровании алюминия я добился наибольшего успеха с помощью старомодной агрессии для получения хороших показателей материала. Такие вещи, как чистовое фрезерование, в большинстве случаев являются пустой тратой времени, за исключением тех случаев, когда вы работаете очень маленькими фрезами в стесненных геометрических условиях.
Основная причина этого заключается в том, что станки часто не могут поддерживать очень высокие ускорения и замедления, необходимые для того, чтобы действительно использовать преимущества утончения стружки при торцевом фрезеровании. Вы не можете заставить 1000-фунтовый стол вращаться с быстротой 1200 IPM.
Использование традиционных параметров, таких как полная ширина и глубина реза 1/2xD, обычно лучше работает в реальной жизни при обработке алюминия.
Общие операции для обработки алюминия:
Вот список общих операций, которые вам придется выполнять при обработке алюминия, а также несколько советов, которые помогут вам в этом.
Облицовка:
Если вы собираетесь использовать фрезу с гильзой, обязательно выбирайте очень агрессивный угол наклона и полированные пластины. Ваша обработка будет потрясающей, и вы сможете действительно увеличить число оборотов.
Выемки:
Это то, что многие делают неправильно. Если вы переступаете через половину диаметра фрезы и половину вниз, вы совершаете ошибку по двум причинам:
Обычно я спрашиваю, могу ли я изменить размер этих радиусов до 0,265″ для получения чистых углов. Это уменьшает контакт инструмента с геометрией детали. Станок также способен обрабатывать закругленный поворот на более высоких скоростях. Вспомните автомобиль на гоночной трассе. Если поворот острый, машина замедляется. Если радиус поворота больше, машине не нужно снижать скорость.
Это позволит устранить дребезжание в углах, которое делает ваши детали хуже, чем они могли быть.
Пазовое фрезерование:
Для выполнения очень глубоких пазов есть два варианта, которые хорошо работают: либо использовать трохоидальное фрезерование для уменьшения отклонения фрезы и колебаний, либо использовать концевую фрезу с коническим хвостиком.
Для мелких пазов (4xD и менее) не нужно ничего особенного.
Сверление:
Самое главное использовать острые сверла.
В общем, просто используйте сверло с углом 135 градусов, и все будет в порядке. Если на кончике сверла есть паутинка, то в процессе резания будет выделяться много ненужного тепла.
Метчики:
Метчики общего назначения технически работают, но метчики, предназначенные специально для алюминия, значительно надежнее. Они имеют более агрессивный угол наклона, что означает более чистые срезы и меньший нагрев.
Кроме того, не бойтесь иногда увеличивать число оборотов. Если вы никогда не превышаете 200 об/мин на своих станках, вы просто теряете время.
Конечно, некоторые станки просто старые и давно обходились без тех. обслуживания, у них может быть слишком большой люфт, чтобы резать быстрее. Однако на таких станках вы все равно не сможете конкурировать с предприятиями в которых установлены новые станки.
Суть в том, что резать алюминий легко, не тратьте на это время.
Как получить великолепную отделку поверхности алюминия:

В этом нет особого секрета, главное высокие обороты. Использование чистового инструмента с бритвенной остротой, высокой спиралью и очень агрессивным углом наклона также поможет вам получить супер блестящую поверхность.
Однако стоит отметить одну вещь: не стоит тратить время на то, чтобы сделать деталь красивее, чем она должна быть. Иногда вы просто хотите сделать клиента счастливым и произвести на него впечатление, но помните, что есть разница между блеском и высоким Ra.
Действительно стоит сделать расчеты чистоты поверхности, чтобы определить максимальную скорость подачи для чистовых резов. Я обычно делаю расчеты, а затем отступаю примерно 10% от этой величины, чтобы перестраховаться. Если вы перейдете эту грань, вы будете ошибаться в половине случаев.
Жидкость для резки:
Никогда не режьте алюминий без смазочно-охлаждающей жидкости. Парни, которые делают это на YouTube, делают это так, только для того, чтобы вы могли видеть, что происходит. В реальной жизни (и за кулисами) фрезы взрываются, когда они закупориваются из-за расплавленного алюминия, скапливающегося на кромке.
Многие компании скажут вам, что тип СОЖ имеет огромное значение для таких вещей, как срок службы инструмента и качество обработки поверхности. Так ли это?
Отчасти, на самом деле, единственный раз, когда я действительно видел заметную разницу, это когда все остальные факторы были подобраны идеально.
Вот важные параметры, на которые надо учесть для улучшению процесса обработки:
Ну вот, в общем-то, и все. Конечно, можно узнать еще много интересного о резке алюминия, что позволит вам обойти конкурентов, но это статья, а не электронная книга. В конечном итоге, если вы действительно хотите преуспеть в работе с алюминием, вам нужно будет провести несколько собственных экспериментов.


