PETG: обзор материала, настройки 3D-печати и советы по устранению проблем
Общие характеристики материала REC Relax на основе PETG
Механические характеристики
Основные преимущества PETG (REC Relax):
Проще говоря, преимуществ материала больше, чем недостатков, и изготовление изделий из PETG при правильно подобранных настройках 3D-печати не доставит трудностей. Поэтому наш материал получил название Relax.
Обладая лучшей ударной вязкостью, чем акрил, и более низкой стоимостью, чем поликарбонат, PETG пользуется популярностью в различных отраслях и зачастую служит выбором для производства сложных изделий.
Сферы применения включают производство как прототипов, так и конечных изделий: корпусов приборов, защитных кожухов, емкостей различного назначения, деталей механизмов, детских игрушек, функциональных изделий для размещения на улице и многого другого.
Температура размягчения PETG составляет 80°С градусов — ниже, чем у ABS-пластика (105°С), но выше, чем у PLA-пластика (55°С). В большинстве климатических зон это позволяет использовать изделия из PETG вне помещений без деформаций от солнечного нагрева.

Настройки 3D-печати PETG (REC Relax)
Во избежание сколов рекомендуется наносить на стекло клей или скотч, а также выставлять правильный зазор между стеклом и соплом. Если для ABS и PLA зазор между стеклом и соплом требуется минимальный, то по многим рекомендациям для PETG необходимо немного увеличить зазор.
Постобработка PETG
Материал неплохо поддается механической обработке, например шлифованию или сверлению. Для сглаживания поверхностей, придания глянца или склеивания отдельных частей можно использовать дихлорэтан или дихлорметан. Не забывайте, что эти растворители весьма токсичны и летучи, а потому требуют соблюдения техники безопасности. Покраске PETG поддается с трудом, но при желании материал можно обработать грунтовкой, а затем покрасить.
Хранение PETG (REC Relax )
PETG достаточно гигроскопичен, и его хранение зависит от климатических условий вашего региона. Если вы используете пластик в условиях влажного климата, то при неправильном хранении материал может впитывать влагу из воздуха. Чтобы избежать чрезмерного набора влаги, материал следует хранить в прохладном сухом месте. Точка росы для безопасного хранения PETG пластика должна быть ниже нуля. Самый простой и при этом весьма эффективный способ — это хранение филамента в герметичных пакетах с силикагелем. Наши катушки поставляются в вакуумной упаковке, но после вскрытия катушку можно поместить в обычный или вакуумный Zip-пакет подходящего размера с пакетиком влагопоглотителя внутри, предварительно выжав или откачав из пакета побольше воздуха. Также для хранения можно использовать жесткие герметичные боксы или просто плотно закрывающиеся контейнеры с силикагелем. Статью про хранение пластика можно прочитать здесь.
Сушка PETG ( REC Relax )
Лучший вариант — не давать филаменту набирать влагу вообще, но на практике это почти нереализуемо. Значит, перед 3D-печатью желательно подстраховаться и просушить пластик.
Как понять, что пластик отсырел? 3D-печать может сопровождаться характерными щелчками лопающихся пузырьков, укладка может быть неравномерной, на поверхностях изделий могут появляться всевозможные дефекты. Все это, как правило, сопровождается снижением межслойной адгезии, а нередко и изменением механических свойств самого материала, например прочности. Чем больше в пластике влаги, тем больше он теряет прочность при 3D-печати, а если влаги очень много, то это становится уже видно невооруженным глазом (пропуски, пузырьки и так далее), при этом прочность падает уже разительно.
PETG можно высушить несколькими способами. Самые популярные — это сушка в электрическом духовом шкафу, фруктосушилке, специализированной сушилке для филамента, в закрытой камере 3D-принтера. Многие пользователи даже сушат пластики на батареях отопления. Профессиональные студии 3D-печати и крупные производства обычно используют специализированные cушильные шкафы.

Мы рекомендуем использовать для просушки филамента специализированные сушилки пластика для 3D-печати или же фруктосушилки, как более дешевый вариант. Сами катушки под брендом REC сделаны из ударопрочного поликарбоната, выдерживающего продолжительное нагревание до 130°C.
Наши испытания PETG ( REC Relax )
Мы очень ответственно относимся к производству филаментов и проводим множество испытаний для проверки качества производимых материалов. Результаты испытаний доступны по ссылкам ниже.
Испытание:
*Все испытания проводились на 3D-печатных образцах с толщиной слоя 0,2 мм.
Безопасность PETG
Все материалы для 3D-печати, производимые нашей компанией, имеют сертификаты безопасности. С сертификатом безопасности на REC Relax (PETG) можно ознакомиться по этой ссылке.
3D-печать: как печатать пластиком PETG

Пластики PETG (ПЭТ-джи или ПЭТГ — полиэтилентерефталат-гликоль) — это прочные полимеры, пригодные для изготовления различных вещей, в том числе посуды, соприкасающейся с пищевыми продуктами не горячее 75 °C. PETG-филаменты доступны в различных расцветках. Ими сравнительно просто печатать на 3D-принтере.
Читайте статью, чтобы узнать о возможностях и способах применения PETG.
Содержание
О пластике PETG

PETG — это сополимер (полиэтилентерефталат-гликоль) — термопластик, который широко используется в быту. Из PETG производят, например, пищевые контейнеры и спортивные фляги.

PETG образуется в процессе модификации цепи полимера PET (полиэтилентерефталата) молекулами этиленгликоля. Такое изменение состава и структуры придает материалу большую жесткость.
История
PET, предшественник PETG, разрабатывался параллельно в нескольких странах в 1930-1940 годах. В Британии патент на полиэтилентерефталат был получен в 1941 году. Специалисты текстильной компании Calico Printers’ Association John Rex Whinfield, James Tennant Dickson создали материал, из которого получались синтетические волокна.
В СССР полиэтилентерефталат был получен в 1949 году. Материал получил название «лавсан» в честь Лаборатории Института Высокомолекулярных Соединений Академии наук СССР, где он был создан. Впоследствии разные корпорации разработали собственные названия для полимера, но в последние десятилетия общепринята химическая аббревиатура PET, как и в случае с сополимерами, образованными на основе полиэтилентерефталата. Поэтому PETG, строго говоря, является частным случаем PET, его разновидностью, но принято разделять эти материалы, т.к. свойства PETG и “чистого” PET различаются.
Характеристики
PETG-пластик — прозрачный бесцветный материал, диэлектрик; отличается высокой прочностью и высокой температурой плавления. Характерная особенность PETG — устойчивость ко многим химическим реагентам. Материал стоек к ультрафиолетовому излучению. Обладает не самой лучшей устойчивостью к истиранию. Поверхность напечатанного из PETG на 3D-принтере изделия может быть такой же гладкой, как у пластиковой бутылки, но для этого потребуется дополнительная обработка.
Основные характеристики полимера:
Устойчив к разбавленным кислотам и растворам щелочей при комнатной температуре;
Температура плавления: 240 °C;
Температура стеклования: 85 °C;
Стойкость к нагреву: до 75 °C.
Для PETG характерны долговечность и ударопрочность, которые превосходят PET. PETG демонстрирует хорошую химическую стойкость как к кислотным, так и к щелочным веществам. Он также отличную блокирует влагу, что позволяет использовать его для создания емкостей для воды или других напитков.
Что касается простоты работы с ним при 3D-печати, отличная адгезия PETG-пластика обеспечивает минимальную вероятность деформации и расслоения. Филамент PETG обладает комбинацией лучших свойств PLA и ABS: он прочный и термостойкий, но при этом с ним легко работать.
Достоинства и недостатки
Достоинства:
Сравнительно простая печать;
Устойчивость к высоким температурам;
Возможность использования цветного филамента;
Устойчивость к воде;
Возможность использования для пищевых контейнеров.
Недостатки:
В процессе печати на изделии остается большое количество нитей (“паутина”, “спагеттификация”, “стрингинг”).
Меры предосторожности
Существенное достоинство PETG-филамента — отсутствие неприятного запаха в процессе печати, обусловленного выделением химических веществ. Несмотря на это, рекомендуется печатать материалом в хорошо проветриваемом помещении, не забывая про респиратор.
Использование PETG в 3D-печати
Дизайнеры и инженеры могут печатать функциональные прототипы контейнеров для жидкостей, корпуса для электрического оборудования и т. д. Наиболее очевидное применение PETG — дизайн и прототипирование упаковки потребительских товаров, которая впоследствии будет изготавливаться серийно из PET или других полимеров.
Химическая стойкость PETG, вместе с механической стойкостью — важное преимущество при создании прочных нестандартных деталей, таких как производственные инструменты и вспомогательные средства, компоненты для тестирования или роботизированных аппаратов. Из PETG можно печатать защелкивающиеся соединения и подвижные петли, защитные кожухи или детали машин, создаваемые по индивидуальному заказу.
Особенности 3D-печати PETG
Хранение филамента
PETG гигроскопичен, а значит, он будет активно впитывать влагу из воздуха. По этой причине пластик следует хранить в прохладном сухом месте и сушить перед печатью, если он слишком долго подвергался воздействию влажного воздуха. Когда сухость нити PETG неизвестна, для надежности филамент следует просушить в специальной сушильной камере, например — Wanhao Boxman-2.
Нагрев платформы
Использовать PETG для 3D-печати можно на принтерах с открытой и закрытой рабочей камерой. Печатный стол следует нагреть до температуры 75—90 °C. Для адгезии первого слоя стол необходимо покрыть слоем клея или “печатного сока” — растворителя с растворенным в нем пластиком. Температура экструдера составляет 230—250 °C. Ретракт следует установить на 25 мм/с.
Скорость и параметры печати
Рекомендуемая скорость для 3D-печати PETG составляет от 60 до 100 мм/с. Если печатать на более высокой скорости, это может отрицательно сказаться на результате. Для изменения качества готового изделия, можно установить печать на скорость от 30 до 60 мм/сек.
Охлаждение при печати
3D-печать PETG-пластиком требует охлаждения: на уровне 20% для первого слоя и до 100% скорости кулера на дальнейшем объеме детали.
Обработка детали из PETG
Термическая обработка
Поскольку полимер плавится при высоких температурах, края готового изделия можно обрабатывать горелкой или промышленным феном, чтобы убрать шероховатости. Если в процессе печати осталось много тонких нитей (результат стрингинга), их можно удалить так же.
Механическая обработка
Физические свойства напечатанных из PETG изделий позволяют проводить различную механическую обработку готовых поверхностей. Можно сверлить отверстия в корпусе или полировать поверхность деталей. Для полировки используются полировальные круги или обычная наждачная бумага. В примере на видео показано, как в процессе полировки меняется внешний вид сувенира, напечатанного из PETG-филамента с добавлением меди.
Покраска
Красить готовые изделия, напечатанные из PETG, достаточно сложно. Единственным очевидным способом является использование аэрозольной краски или краскопульта.
Склеивание
Детали из PETG надежно соединяются суперклеем (цианакрилатом). В качестве альтернативы можно использовать растворитель.
Популярные 3D-принтеры, которые печатают PETG
Creality Ender-3
Температура платформы: 60 °C;
Температура экструдера: 240 °C;
Скорость печати: 50 мм/с.
Для печати PETG на принтере Creality Ender-3 использовались настройки, рекомендованные производителем филамента. Пример печати PETG на Ender 3 показал, что материал создает качественное изделие даже при сравнительно большой толщине печатного слоя.
Anycubic Chiron 3D
Температура платформы: 75 °C;
Температура экструдера: 235 °C;
Скорость печати: 45 мм/с.
В этом сравнительном тесте использовано два принтера: Creality Ender-3 и Anycubic Chiron 3D. Для 3D-принтера Anycubic, который имеет большую печатную камеру, было выбрано несколько трехмерных моделей, в том числе — большая полигональная ваза из прозрачного филамента. Результат печати — отличный, даже без механической обработки поверхности.
Anet A8 plus
Температура платформы: 80 °C;
Температура экструдера: 235 °C;
Скорость печати: 55 мм/с.
На принтере Anet A8 plus была напечатана небольшая модель сложной формы с большим количеством поддержек. На видео показано, как сложно удалить поддержку: помимо работы кусачками, необходима значительная шлифовка точек соединения поддержек и детали.
Проблемы при печати PETG-пластиком
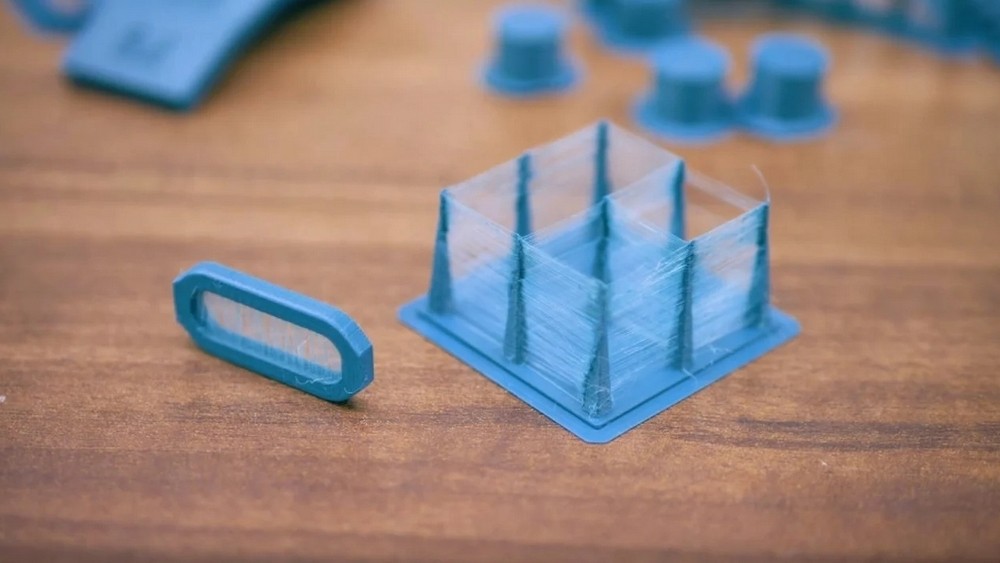
Две основных ошибки, которые могут возникнуть при печати PETG-пластиком — это стрингинг и образование наплывов.
Чтобы предотвратить стрингинг (образование лишних нитей), следует:
Увеличить дистанцию и скорость ретракции.
Увеличить холостую скорость перемещения экструдера — на 10 мм/с, возможно достичь отметки 200 мм/с.
Снизить температуру экструдера: понижать от стандартной, с шагом по 10 °C, пока количество нитей не станет минимальным или полностью исчезнет.
Чтобы избежать образования наплывов на границе печатного слоя, также следует откорректировать настройки ретракта в сторону увеличения значений.
Примеры напечатанных из PETG изделий




Итого
Пластики PETG обладают многочисленными преимуществами, которые позволяют считать их удобным материалом для 3D-печати. Изделия из PETG прочны и устойчивы ко многим агрессивным средам. Филаменты доступны в десятках расцветок, прозрачных и непрозрачных, в том числе “металлик”. В процессе печати PETG отсутствует неприятный запах. Готовое изделие удобно шлифовать и полировать, чтобы создать нарядный внешний вид.
Купите пластики PETG в Top 3D Shop — получите оригинальные качественные материалы по разумной цене.
PETG пластик для 3D принтера
Хотя нити из ABS и PLA пластика для 3D печати наиболее известны и широко распространены, набирают популярность другие, альтернативные виды пластиков.
Одним из таких вариантов является PETG. PETG — это разновидность хорошо известного и широко применяемого пластика PET (полиэтилентерефталата), который используется для изготовления пищевых контейнеров, бутылок для воды, волокон для одежды.
Добавление гликоля в процессе полимеризации приводит к образованию «модифицированного гликолем» PET или PETG. Химическая формула PETG — (C10H8O4) n. Гликоль делает пластик более долговечным, менее ломким, более чистым и простым в использовании.
Свойства PETG пластика
PETG представляет собой термопласт. Это означает, что его можно многократно нагревать до температуры плавления (260°С), превратив в жидкость, и снова охлаждать до возвращения в твердое состояние без разрушения и изменения свойств.
Напротив, термореактивный пластик (такой, как эпоксидная смола или меламин) может быть нагрет и отлит только один раз, но полученный продукт больше не может быть повторно нагрет, поскольку он просто сгорит.
PETG гигроскопичен, поэтому нити из PETG следует хранить в прохладном, сухом месте и высушивать, если они слишком долго подвергались воздействию влажного воздуха. Печать мокрым PETG может привести к гидролизу, который изменит пластик на молекулярном уровне, что ухудшит его механические свойства.
PETG является более эластичным, чем PLA, его легче согнуть, и он менее хрупок, чем PLA. Он также менее жесткий, чем ABS, но ненамного.
Изделия из PETG хорошо поддаются механической обработке, включая резку, сверление, гибку и полировку. PETG хорошо противостоит ударам, и сломать его труднее, чем PLA и ABS.
У этого пластика более высокая адгезия слоев при печати, что также улучшает его механическую прочность. Пластик устойчив к действию слабых щелочей и кислот. Не растворим в воде и многих органических растворителях.
PETG немного более устойчив к температуре, чем PLA, но меньше, чем ABS. PETG начинает размягчаться при 80°C, в то время как PLA при 70°C, а ABS при 105°C. Этот пластик разрешено применять в изделиях, контактирующих с продуктами питания.
PETG в своем естественном состоянии (без красителей) пропускает около 90% света, что делает его пригодным для печати прозрачных или полупрозрачных деталей. PETG не производит запаха при печати в отличие от ABS и PLA.
Изделия из этого пластика пригодны для вторичной переработки, он легко окрашивается акриловыми красителями.

Цвета PETG пластика
Пластик PETG имеет такое же разнообразие цветов, как PLA или ABS. Есть оттенки зеленого, красного, синего, оранжевого и желтого, а также полупрозрачные или цветные полупрозрачные варианты, что делает его идеальным выбором для изделий, которые должны быть полупрозрачными.
Характеристики PETG пластика:
Применение PETG пластика
PETG является ударопрочным материалом, но он не подходит для использования на открытом воздухе, так как под действием ультрафиолетового излучения он теряет прозрачность, желтеет и теряет механическую прочность.
Для объектов, которые могут подвергаться постоянному или ударному воздействию, таких как механические детали, детали 3D-принтера и защитные накладки, PETG является идеальным вариантом.
Долговечность PETG и способность к стерилизации делает его идеальным для изготовления инструментов, медицинского оборудования и протезов. PETG популярен в пищевой промышленности. Из него изготавливают защитную упаковку, контейнеры, бутылки для воды и напитков.
Также пластик применяют при изготовлении, различных электронные устройства, кредитных или подарочных карт, приспособлений для магазинов.
Как печатать PETG пластиком
Для печати PETG пластиком необходим стол с подогревом от 50°С до 70°С. Очень хорошие результаты дает использование синей малярной ленты. При печати на стекле можно использовать лак для волос. Первые два слоя, для увеличения адгезии, можно печатать без вентилятора, последующие слои — включив вентилятора для охлаждения пластика на 100%.
Особое внимание надо обратить на расположение поддержек, так как их довольно трудно удалять при обработке готового изделия. Также следует учесть, что при печати PETG возможно образование тонких волосков на поверхности отпечатка.
Настройки принтера для PETG пластика
Перед печатью необходимо проверить расстояние от сопла до поверхности стола в четырех крайних точках. Между столом и соплом должен проходить стандартный лист бумаги. Для закрепления первого слоя, можно использовать малярный скотч, синий скотч, различные клеи.
Далее, в применяемом слайсере (например, cura) необходимо выставить настройки, соответствующие применяемому принтеру и пластику, такие как скорость печати (около 55 мм/с), коэффициент подачи пластика, температуру экструдера, толщину слоя, диаметр сопла и прочие.
C PETG работать не так просто, как с PLA, поэтому, скорее всего, придется немного поэкспериментировать с настройками, прежде чем вы получите хорошие результаты.
Температура печати PETG пластиком
Рекомендуемая температура экструдера составляет от 230 до 265 ° C, в зависимости от марки нити и 3D-принтера. Температура стола колеблется от 50 до 70°С.
Обработка PETG пластика
Готово изделие, напечатанное на FDM 3D принтере, имеет слоистую структуру. Это издержки метода, при котором расплавленный пластик наносится слой за слоем, создавая необходимую форму.
При помощи наждачки, надфиля, бормашинки убирают небольшие сколы, выступы. Убрать слоистость проще всего при помощи акриловой шпатлевки с последующей окраской. Для придания блеска, окрашенное изделие можно покрыть лаком. PETG растворяется только дихлорэтаном, но будьте предельно аккуратны с данным растворителем – он имеет высокий класс опасности, очень летуч и токсичен!
Клей для PLA пластика
Склеить различные части изделия из PETG пластика можно при помощи любых цианакрилатных клеев мгновенного действия или эпоксидной смолы. Результат приклеивание может быть значительно улучшен путем шлифования, очистки и обезжиривания участка.
Эпоксидную смолу можно использовать для заполнения пробелов в отпечатке и придания изделию четкой, гладкой внешней оболочки. Стоит отметить, что линии слоя 3D-печати будут видны под эпоксидным покрытием.
Эпоксидная смола обычно классифицируется как раздражитель. Эпоксидные отвердители могут быть агрессивными и токсичными. При использовании эпоксидной смолы необходимо надевать перчатки и не допускайте контакта с кожей.
Растворитель для PETG пластика
Как уже упоминалось, пластик обладает хорошей химической стойкостью, поэтому простых и безопасных для применения в быту растворителей для PETG не существует.
Филамент PETG: обзор, пошаговые настройки, возникшие проблемы и их решение
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Что может быть лучше PLA и ABS?
Какой пластик более долговечный?
Выдерживает более высокие температуры, чем PLA?
Существует что-то,что печатается легче, чем ABS?
Если Вы задаете себе такие вопросы, то филамент PETG мог бы стать вашим фаворитом. С момента своего появления этот пластик активно набирает популярность. Давайте же посмотрим, что это такое и почему его следует использовать?
Что такое филамент PETG?
PETG – это износостойкий сополиэфир (комбинация). PET означает полиэтилентерефталат (вспомните о пластиковых бутылках), а G говорит о том, что он модифицирован гликолем для большей долговечности.
Если коротко, то это действительно прочный материал, исключительно крепкий и без запаха при печати. Стоит только выставить правильные настройки, и печать пойдет как по маслу. Вот несколько основных преимуществ печати этим материалом и самые главные характеристики филамента PETG:
Обычно филамент PETG предлагается в широком ассортименте полупрозрачных цветов, а напечатанные фигуры имеют блеск. Поэтому данный материал идеален для печати всего того, что не должно разбиться и должно быть прозрачным. Многие из тех, кто сначала пробовал PLA, а затем ABS, приходят к PETG.
Едва ли вас заинтересует стандартный филамент PET, потому что повсеместно доступны более прочные гликоль-модифицированные варианты.
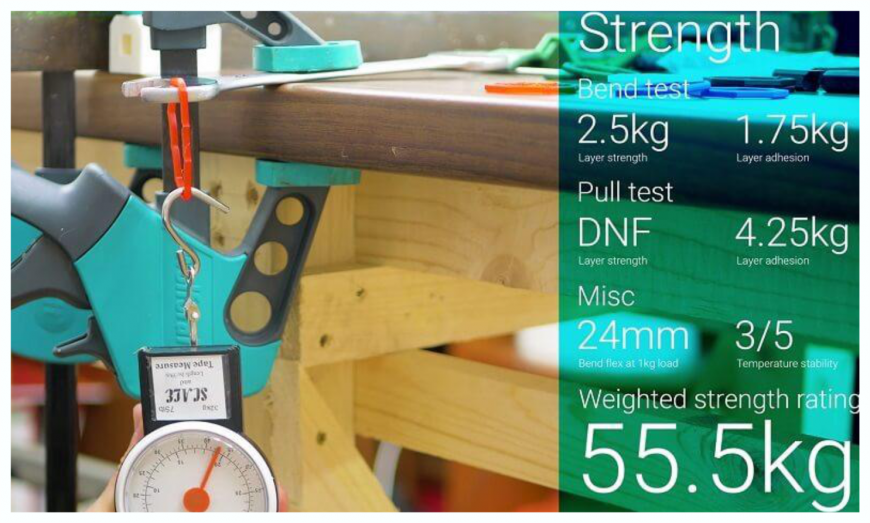
В обзоре про филамент PETG на сайте Filaween говорится об испытаниях на прочность. PETG оказался вне конкуренции, его не удалось сломать в направлении слоев. И это не пустое хвастовство (честно-честно!), это на самом деле говорит о том, что PETG очень прочный материал.
Здесь мы можете посмотреть видео с испытания PETG
Подписывайтесь на наш канал на YouТube. Скоро интересных видео будет еще больше!
Но что это означает с практической точки зрения?
Для печати каких объектов PETG окажется идеальным выбором?
Особенно рекомендую PETG в случаях, когда требуется напечатать что-то гибкое, а полностью эластичные материалы (такие как TPU, FLEX, PLA или NYLON) не очень подходят для опорных конструкций.
Какова температура стеклования PETG?
80 °C. Это полезно иметь в виду при принятии решения о выборе материала для будущего проекта. Это значительно ниже, чем у ABS, – 105 °C, но больше, чем у PLA, – 55 °C.
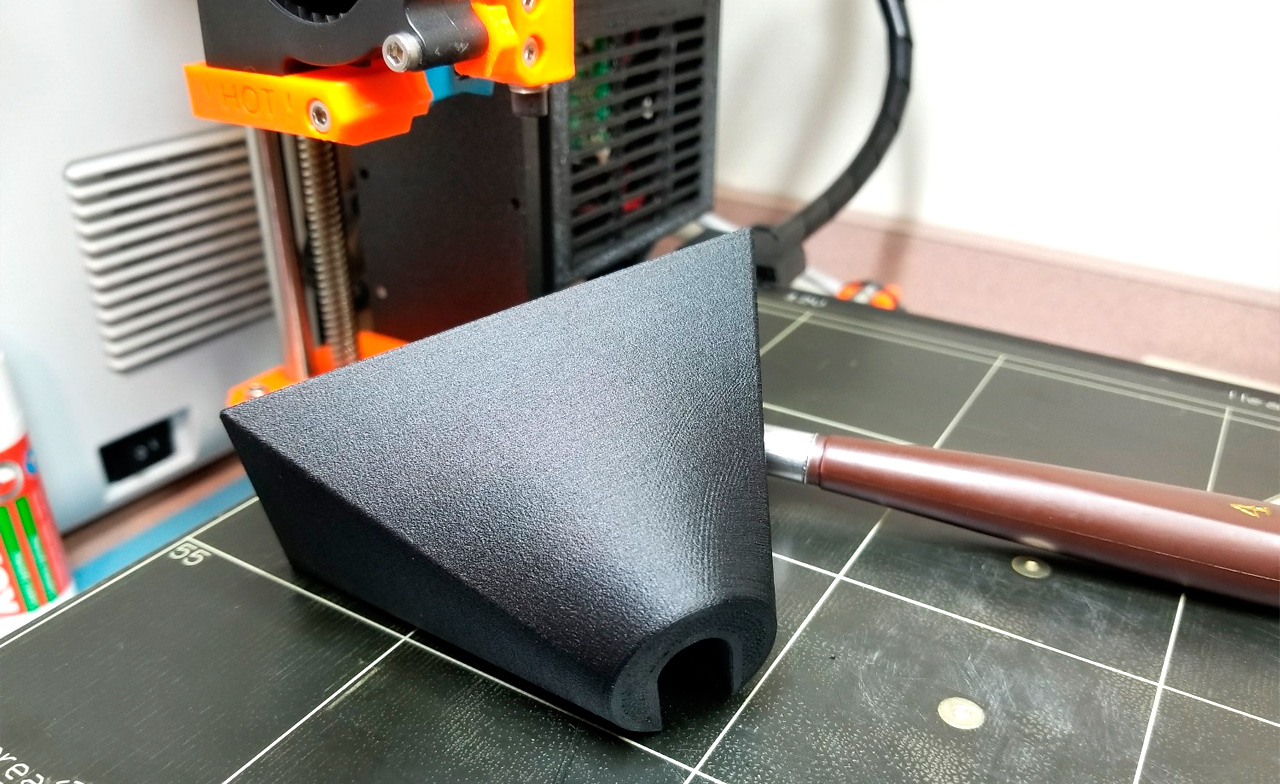
Вот одно из наших самодельных решений – бампер для микро-квадрокоптера. Как нетрудно догадаться, бампер должен быть достаточно жестким, чтобы выдерживать удары, и весьма упругим, чтобы гасить их даже при самых фатальных катастрофах.
Нам кажется, это отличный пример распечатки, для которой вам может понадобиться именно этот материал. Собственно, это отличное дополнение к имеющемуся у вас арсеналу филамента для 3D-печати.

Отличный пример практического применения прочности PETG. Бампер.
Есть еще один плюс в пользу перехода с традиционных материалов на PETG: им просто приятно печатать, а объекты из него получаются прочными и долго служат.
Теперь давайте посмотрим, как добиться наилучших результатов при работе с этим еще не очень распространенным материалом. И как потратив какое-то время на настройки, потом спокойной наблюдать, за принтером, который один за другим печатает износостойкие прототипы, модели и готовые детали.

Как и в случае с любыми другими материалами для 3D-печати, следует обратить внимание на его особенности и понимать, в чем может крыться причина тех или иных проблем. Это позволит напечатать вашу задумку с первого раза. Данный пластик предполагает, что при печати следует учитывать его некоторые особенности.
Иногда PETG может потребовать немного большое времени на общую и тонкую настройку параметров филамента. Это такие небольшие особенности, которые могут простить некоторые другие филаменты, вроде PLA. При этом нельзя сказать, что здесь есть что-то сложное, нужно просто иметь немного больше терпения.
Зато, если все параметры выставлены правильно, вы сами увидите, что печать PETG – мечта “поэта”. Ничего нигде не перекашивает, никакого запаха при печати, а то, что слои отлично между собой сцепляются, – это вообще одно из самых замечательных свойств данного материала. Если вы используете полиэтиленовый филамент высокого качества, то, скорее всего, вам будет достаточно лишь выставить температуру PETG, – и
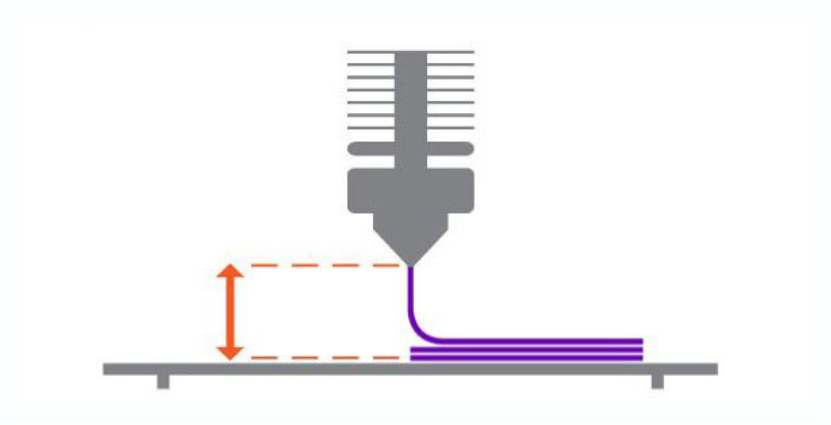
При печати PETG обычно оставляйте дополнительный зазор в 0,2 мм
И как всегда, есть несколько моментов, которые помогут сделать переход на новый для вас филамент более безболезненным.
Давайте же посмотрим, что и как надо настроить, какие могут быть проблемы, и какие есть хитрости в связи с печатью PETG.
Настройки при печати PETG
Мы советуем печатать без охлаждения первый слой, возможно, еще и второй, после чего включить вентилятор на полную. Если же проблемы с некоторой волосистостью остаются, вы на свой страх и риск можете предоставить управление вентилятором автоматике, но это будет ваш выбор.

Некоторые из работ Джозефа Каши из 3D Maker Noob’s,
напечатанные Red PETG
Следующие моменты отличают настройки охлаждения при печати этим филаментом. Их нужно выставить правильно, под имеющуюся задачу. Вообще, полезно поэкспериментировать: какова будет реакция филамента на те или иные изменения в параметрах печати.
Едва ли вы столкнетесь со всеми этими проблемами сразу. Но тем не менее, как и у любого другого материала 3D-печати, у этого есть свои нюансы, требующие уточнения. Как только вы поймете причину каждой из проблем,и найдете её решение, вы увидите, как быстро все пойдет дальше.
Краткое сравнение PETG и ABS
Краткое сравнение PETG и PLA

Предлагаем PETG самых разных цветов,
целый килограмм заказывать не обязательно,
можно просто попробовать
Приятная новость: сейчас на PETG от BestFilament скидка 40%!
Заказать филамент можно:
Принимаем заказы и на образцы и на катушки по 0,5 кг.
Совет от производителя:
Еще раз напомним, что не стоит думать о petg как о панацее для решения всех проблем, но свой широкий класс задач этот филамент решает на ура! Рекомендуем взять пробник для понимания материала и его свойств.
Успехов и ровной печати.
Присылайте ваши работы, и мы с удовольствием расскажем о них!
А еще мы награждаем автора лучшей работы!
Победителей прошлых недель Вы можете посмотреть здесь »»» Наша почта info@bestfilament.ru,
звоните на 8-800-234-47-78,
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.


