 чем склеить надежно пластмассу
чем склеить надежно пластмассу
Маркировка пластмассы
 виды пластика для склеивания
виды пластика для склеивания
Что делают из него
Пэт-бутылки, тару для пищевых жидкостей, косметики, масла
полиэтилен высокой плотности
Различные контейнеры для упаковки продуктов, одноразовую посуду, пластиковые пакеты с вырубной ручкой, тару для моющих средств, изоляцию кабелей,
Пластиковые окна, двери, мебель, тару для непищевых жидкостей, пластиковые трубы, рекламные конструкции, приборные панели автомобилей
полиэтилен низкой плотности
Пакеты-майки, мешки для мусора, линолеум
Детские игрушки, одноразовые шприцы, плотные пластиковые контейнеры, бамперы автомобилей
Корпуса бытовых приборов, прозрачных ручек, пенопласт, сэндвич-панели
другие виды, полиамид, поликарбонат
Канаты, втулки, амортизаторы, покрытие теплиц,
Подбор клея для пластмассы
Разновидности клеевых материалов
При поиске фиксирующего средства учитывают нагрузку на пластиковую деталь, ее вес, пористость. По механизму действия, назначению и консистенции клеевые смеси делят на несколько групп:
Большинство полимерных смесей входит в категорию термопластов, способных многократно нагреваться и затвердевать без изменения молекулярного строения. Термопластичные материалы склеивают многокомпонентными составами. Второй тип полимеров – реактопласты, разрушающиеся при повторном нагревании. Их лучше соединять эпоксидными смесями.
Лучшие клеящие средства для пластмассы
Сейчас на рынке встречается около 300 различных составов для клейки пластика. Для выбора оптимального варианта предлагается узнать, какие марки заняли высшие места в рейтингах по итогам 2020 года.
Лучший суперклей
Очень популярны универсальные быстродействующие составы на основе цианоакрилатных соединений. Они схватываются не дольше минуты, а максимальную прочность набирают за 4-5 ч. Рейтинг составлен по прочности клеевого соединения при статических нагрузках.
1. Permatex Super Glue (США). Вязкое прозрачное вещество, застывающее через 20 с. Прочность значительно выше, чем у других суперклеев. После затвердевания шов не желтеет на солнце, не трескается. Благодаря тонкому дозатору подходит для точечного нанесения и экономно расходуется (0,1 г/8 см2).
2. Экон Express «Универсальный» (Китай). Достаточно жидкий, прозрачный, с заметным химическим запахом, водостойкий. Схватывается за 30 секунд. Тюбик оснащен коническим дозатором и герметичным колпачком. Расход – 0,2 г/8 см2.
3. Супер-клей «СИЛА» (Китай). Жидкий, прозрачный, со слабым запахом, твердеет в течение 20 с. После застывания остается прозрачным, на стыке не появляются трещины. За счет тонкого наконечника можно клеить мелкие пластиковые детали. Расход — 0,2 г/8 см2.
Лучший водостойкий клей
Чтобы клеить изделия, используемые в ванной или под открытым небом, применяют составы на базе цианоакрилатов, устойчивые к влаге.
1. 3м scoth weld pr 100 (США). Время схватывания – 30 с, после полного застывания выдерживает нагрузку на разрыв до 20 Н/мм2, монтажный зазор – 0,15 мм. Подходит для плоских гладких поверхностей. Минус – высокая стоимость.
2. Loktit 406 (компания Henkel, Германия). Прозрачный, жидкий, проникает в микропоры (повышает адгезию). Расход – 4 мл/10 см2, время схватывания – 10 с. Требует умелого обращения, токсичен.
3. Cosmofen Plus-S (Германия). Жидкий продукт за счет добавления силикона становится более вязким, плотным, водонепроницаемым. Клеевой шов не разрушается под действием прямых солнечных лучей. Состав схватывается в течение 3-5 мин, наибольшую прочность приобретает через 12 ч. Подходит для склеивания труб и оконных рам из ПВХ, пластиковых изделий в ванной.
Лучший термостойкий клей
Для восстановления автомобильного пластика, кухонного оборудования, офисной техники используют составы, устойчивые к нагреванию. Популярность среди клеев данного направления приобрели такие марки.
2. Mastix Poxy Termo (Россия). Двухкомпонентный контактный клей на эпоксидной основе, продается в двух тюбиках. Перед применением их содержимое смешивают в соотношении 1:1. Состав схватывается через 15 мин, окончательно полимеризуется через 8 ч. Выдерживает нагрев до +250 оС.
Чтобы купить лучший клей для пластмассовых изделий, проверяют не только маркировку, но и срок годности, герметичность упаковки, наличие инструкции на русском языке. Приобретают такой объем, чтобы использовать его после вскрытия как можно раньше. Даже качественный клей под плотно закрученной пробкой быстро высыхает и утрачивает адгезионные свойства.
Чем склеить пластик с пластиком намертво?

Мы ежедневно пользуемся изделиями из пластика. Зачастую происходит так, что они ломаются и их нужно чем-то соединить, но не каждый клей может помочь в данной ситуации. Разберёмся, как можно починить вещи из этого материала и расскажем о самых популярных средствах для склеивания деталей. Важно также обратить внимание на типы пластика и маркировку клея. Обычно именно с разграничением этих понятий возникают проблемы у обычного пользователя пластиковых предметов.

Выбираем клей
Жидкие
Применяется для соединения деталей небольших изделий, которые не подвергаются сильным нагрузкам. Создаётся на водной основе или имеет в составе органический растворитель. Его главное преимущество в том, что он не деформирует пластик. В основном им пользуются в домашних условиях для склеивания пластика с пористой структурой. Его очень просто применяют. Нужно нанести клей на поверхность одной из деталей и прижать к ней другую на некоторое время. Жидкость испарится, и части будут прочно соединены.

Контактные
Вместе с клеем применяется отвердитель, они смешиваются в пропорциональных количествах. Данный клей считается не только самым крепким, но и достаточно токсичным. Поэтому не следует его использовать при ремонте детских игрушек и вещей. Перед использованием следует защитить руки плотными перчатками, а лицо очками, маской или респиратором. Его действие делится на два этапа:
Чуть позже растворитель испарится и на месте склеивания появится ровный шов.

Реакционные
Данный вид подходит для склеивания тех пластиковых изделий, которые подвергаются длительным и тяжёлым нагрузкам. В основном он является однокомпонентным, может быстро растворить верхний слой пластика и оставить прочный шов. Также есть и двухкомпонентные. Они состоят из отвердителя и закрепителя, которые хранятся отдельно. Их нужно смешивать только перед применением, затем нанести получившийся состав на поверхность, он затвердеет и образует крепкое соединение. Этот тип имеет важную особенность. Полное застывание происходит достаточно долго. Соответственно увеличивается сам шов и его прочность.

Термоклей

Какой тип пластика бывает?
Для начала нужно выяснить, из какого вида пластика сделано изделие. Только потом можно понять, как его чинить. На пластмассовой продукции всегда есть маркировки, чтобы был понятен тип материала.

Как научиться читать маркировку на клее?
Проблема в том, что она не совпадает со знаками вторичной переработки пластика.
PPMA — органическое стекло общего назначения.

Умения различать данные маркировки будет мало, чтобы выбрать нужный клей, поэтому надо разобраться подробнее в этом вопросе.
Примеры водостойкого клея
Момент пластик
Одно из лучших контактных средств, производится в России. Средняя стоимость тюбика массой 30 грамм составляет 60 рублей. Надёжно скрепляет пластик и полиэтилен, быстро сохнет, сохраняет свои свойства под воздействием влаги, скачков температуры, кислот, солей, щелочей и других агрессивных химических реагентов неорганического происхождения. После высыхания остаётся прозрачный шов. Рекомендуется защитить кожу от данного средства, так как оно содержит в составе ядовитые вещества.

3m scotch weld pr100
Имеет эпоксидный состав и прочно соединяется с пластиком. Окончательно застывает спустя 20 минут после нанесения на поверхность. Может осуществлять взаимодействие с разными типами пластика, водостойкий.

Loctite 406

Звезда
Имеет небольшую стоимость, клей подходит для многих видов пластмассы. Полностью высыхает спустя сутки после нанесения на поверхность изделия.

Секунда
Данный клей бывает в двух формах: гель и жидкость, после склеивания не оставляет пятна. Полностью высыхает спустя 2 часа. В основном хранится в тюбиках.

Tamiya
Хорошо склеивает мелкие детали, продаётся с кисточкой. Данное средство имеет особенность: обладает запахом лимона.

Поэтапная схема склейки
Для начала нужно определить вид пластика и подходящий к нему тип клея методами, указанными выше. Затем переходить непосредственно к ремонту изделия.

Чтобы данная процедура дала результат, нужно опираться на следующие пункты:

Способы склеивания пластика без клея

Склеить пластик с помощью суперклея и соды
Пищевая сода и суперклей во взаимодействии дают химическую реакцию, которая усиливает процесс засыхания и склеивания из-за повышения температуры. Важно при проведении работы придерживаться аккуратности и последовательности. После обработки поверхности наждачной бумагой место соединения пластика нужно засыпать пищевой содой, затем сверху вылить жидкий клей, сжать между собой детали и ждать 1,5-2 часа. Чтобы эффект был более надёжным, уже заклеенную часть пластика необходимо обработать мелкозернистой наждачкой.

Склеить пластик с помощью дихлорэтана
Так как вещество очень едкое, нужно осторожно с ним обращаться.
1 способ
Таким методом растворённые части пластика сольются в единое целое и эффект будет достаточно хорошим. Недостатком данной процедуры является возможная деформация изделия.
2 способ

Склеить предметы, имеющие декоративные элементы
Так как на декоративной поверхности будут видны следы вещества, нужно использовать технику внутреннего склеивания. Для этого необходимо стекловолокно или другая прочная материя.
Если нет возможности склеить части с внутренней стороны, то для работы подойдёт резиновый или гелеобразный клей. Данным средствам требуется много времени, чтобы окончательно высохнуть, поэтому после скрепления можно легко убрать все излишки вещества.

Как склеить пластик с помощью космофена
Так же, как и в предыдущих пунктах поверхность зачищается, обезжиривается спиртом или ацетоном и наносится сам космофен. Схватывание происходит за 1-2 минуты, но полное высыхание наступает спустя сутки.

Склеить пластик намертво холодной сваркой
Холодная сварка может быть однокомпонентной или двухкомпонентной. При втором условии нужно смешать данные вам два вещества и получится клеящее вещество. А однокомпонентная сварка не требует подготовки, она продаётся готовой к использованию, необходимо её размять и перейти к применению.
Важно подобрать соответствующую пластику маркировку холодной сварки, иначе элементы изделия не будут иметь надёжного скрепления.
Процесс склеивания несложный. Нужно зачистить поверхность пластика и нанести средство тонкими слоями. Если во время данных действий сварка затвердела, то фен поможет исправить эту ситуацию. После нагрева она вновь станет эластичной, можно будет убрать её излишки или изменить форму.
Чем клеить PA66
попробовать растрорами Муравьинной кислосты 60%
не стойкий к раствору хлорида цинка
температура плавление 200-240 градусов в зависимости от модификации
| Nylon 6.6 Black Rod 10mm dia x 500mm SKU: NYBK66R01005 Online price: £0.77 (39.37 р.) ( £0.92 (47.04 р.) inc VAT) |
Recommendations
The surfaces to be joined should be clean prior to bonding. Cleaning in a compatible solvent may be necessary to remove oil, grease, mold release agents and other foreign materials.
Akulon (PA6 and PA66)
Epoxy, urethane, cyano-acrylic, silicone and hot melt adhesives are suitable for bonding Akulon PA6 and PA66
Although many different glues can be applied to polyamides, only a few can be recommended for use in Stanyl at high temperatures of 120°C. A selection of possible adhesives for Stanyl is listed below.
The peel strength of glued Stanyl parts depends on:
— The moisture content of the Stanyl parts: dry as molded parts give higher peel strengths than conditioned parts
— Environmental conditions (chemical attack), size and kind of loading, size of the gap between the mating parts.
— The application of a pretreatment: peel strengths measured on parts which are not pretreated, are in the range of 3-4 MPa, while pretreatment shifts this range to 10-17 Mpa.
Applicable pretreatments are:
•Abrading the surface with medium grit (80-150) emery paper or grit blasting (especially effective for polyurethanes and acrylates)
•Etching the surface (3 minutes at 20ºC) with a mixture of sulphuric acid (90%), potassium dichromate (4%) and water (6%)
•Priming the surface by means of a mixture of resorcinol, ethanol and p-toluene sulfonacid, a nitrilphenol based solution or by means of a resin based on resorcin formaldehyde
•Plasma or UV/ozone pretreatment (especially effective in combination with glues based on epoxies)
The adhesive forms the weakest link in a glued Stanyl component due to the lower temperature resistance of the adhesive. Consequently, adhesive bonding is not a preferred joining technique for Stanyl. More stable systems can be realized by using welding techniques or mechanical fasteners.
Ethylcyanacrylate, methacrylatelastomer, ethyl, methyl, polyurethane, epoxy and silicone type adhesives are suitable for Arnite PBT and PET. Hot melt adhesives can also be applied. The area to be joined should be lightly roughened and free of grease. The adhesion strength obtained, however, will be below the specified product strength.
Good bonding results can be achieved on Arnitel components with polyurethane adhesives. Normally two-component systems are used, with isocyanate or di-isocyanate hardeners.
Laminating Arnitel (e.g. to fabric) can be done with a TPU (thermoplastic polyurethane) hot melt adhesive. The high temperature during melting of the adhesive activates the hardener in the hot melt.
Xantar (PC), Xantar C (PC + ABS) and Stapron E (PC + PET)
A variety of adhesive types can be used for bonding Xantar PC and PC-blends: epoxy, urethane, cyano-acrylic, acrylic, methacrylic, silicone and hot melt. UV-transparent grades can also be bonded with UV-cure types. Being amorphous materials, Xantar and PC-blends are relatively sensitive to stress cracking induced by solvents, or to degradation due to specific chemical substances like amines. The best results are achieved with solventless adhesives.
Reactive adhesives make it possible to bond Xantar to many other materials. The application of reactive adhesives is simple and fast compared to adhesive solvents and the requirements to accurately align the joint areas are not as high. Reactive adhesives with elastic properties after curing are used in the automotive industry (e.g. for gluing lenses of transparent PC to metallized surfaces or to opaque PC).
Reactive adhesives for Xantar based on epoxy resin must be free of low molecular weight amines. Polymeric amino amides can be used as hardeners. The possible reaction of residual amino groups with Xantar must be avoided by ensuring that the amino groups react completely with the epoxy groups.
Two-component and one-component polyurethane adhesives have also proven successful in joining PC, but they must be free of solvents and amines.
Silicone adhesives are particularly suitable as joint-gap-filler systems (e.g. for glazing of industrial and greenhouse windows).
Cyano-acrylic adhesives, should be used only to bond stress-free parts that will not be subjected to hydrolytic loads during use.
Mild surface abrasion (sanding) may improve adhesion by providing an increase in both surface area and the potential for mechanical coupling.
СПРАВОЧНИК ПОЛИМЕРОВ
В справочнике вы найдете основные авто-, мото- и бытовые полимеры, их характеристики и свойства, таблицы свариваемости по каждому полимеру, а также варианты прутков Фюлен Полимер и их назначение
Воспользуйтесь навигацией вверху страницы для поиска нужного вам полимера
Виды сечений полимеров для сварки

Треугольное
Треугольное сечение позволяет глубоко заполнить шов, обеспечивая наилучшую адгезию. Треугольный пруток удобен для укладки в шов, позволяет сваривать детали без снятия краски (достаточно предварительно прихватить паяльником и прочистить фрезой), отлично проходит повороты и изгибы.

Круглое
Круглое сечение применяется для сварки тонких деталей и микротрещин. Позволяет восстановить целостность даже самого тонкого крепежа и сварить самый тонкий пластик. Видеоинструкция ремонта тонких деталей из полипропилена по ссылке >>

Плоское
Плоский профиль применяется для изготовления замков (в тех местах где порыв уходит в край детали), а также для восстановления крепежей и отсутствующих частей. Увеличивает площадь контакта на конечных участках шва, повышает механическую прочность и снижает термическое воздействие на деталь
PP полипропилен
Синий и красный цвета профиля полипропилена, в отличие от чёрного, контрастны, что позволяет увидеть степень проникновения в свариваемый материал и оценить качество работы.
Полимер чёрного цвета позволяет восстановить деталь без покраски, то есть благодаря чёрному цвету ремонт может быть выполнен достаточно скрытно, при этом шов будет качественным.
>PP PP+EPDM PP+GF(до 30%) PP+T(TD)(до 15%) TPO TEO PPE PP+MD(до 15%) PP+VD(до 15%) 
Секретный Нейлон для 3D печати. PA66 GF30
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Я всех приветствую, дорогие друзья! С вами я, Юнах Анатолий, а это мастерская “Прожектор 8 кВт”.
Ни для кого не секрет, что я на короткой ноге с производителем пластиков “Filamentarno”. Не побоюсь этого слова, мы дружим. Руслан и Татьяна, привет! И воспользовавшись служебным положением, мне предоставили пластик для обзора, тот, который даже ещё не выпустили в серию. А мы с вами уже будем его тестировать. И вот он на фото.

Это у нас “PA66-GF30”, то есть “Полиамид 66 GF 30”. Мне кажется, Руслан настолько суровый мужик знает, что все остальные мужики едят макароны по-флотски, а он, Руслан Молчанов, ест макароны GF30, наполненные стекловолокном. Вот насколько он суров. Ну что тянуть, приступим.
Промышленный, но я, например, первый раз вижу этот полимер в виде филамента. Какие же особенности у этого полимера по сравнению с тем же Нейлоном 6? Это улучшенная износостойкость, улучшенная прочность при сжатии или растяжении, повышенная стойкость к температуре и много-много-много чего на самом деле. Вкратце, он лучше во всём.
 Кстати о преисподней, в отличие от того же Нейлона 6 пластик обладает чуть меньшей гигроскопичностью. Но вот проблема, влагу то он впитывает чуть хуже, но, если уж он напитался, пластик может потерять до 50% своей прочности. Поэтому нам нужна сушка, сушка и ещё раз сушка. Боюсь, что тут сушилкой для овощей не обойтись.
Кстати о преисподней, в отличие от того же Нейлона 6 пластик обладает чуть меньшей гигроскопичностью. Но вот проблема, влагу то он впитывает чуть хуже, но, если уж он напитался, пластик может потерять до 50% своей прочности. Поэтому нам нужна сушка, сушка и ещё раз сушка. Боюсь, что тут сушилкой для овощей не обойтись.
 Температура сушки 120, в идеале 130 градусов, но тут может не выдержать сама катушка. Время сушки производитель рекомендует 3 часа при 120 градусах, рекомендую не меньше 5 часов. Я, например, клал на стол принтера, выставлял температуру стола 120 градусов и накрывал катушку пледом.
Температура сушки 120, в идеале 130 градусов, но тут может не выдержать сама катушка. Время сушки производитель рекомендует 3 часа при 120 градусах, рекомендую не меньше 5 часов. Я, например, клал на стол принтера, выставлял температуру стола 120 градусов и накрывал катушку пледом.
 Жена, когда эту картину увидела сказала: “Ой, какой ты заботливый”. И мало того, что напитавшийся влаги пластик теряет прочность, так ещё и печать, в принципе, становится невозможна. Вы видите на фото детали, напечатанные сырым пластиком.
Жена, когда эту картину увидела сказала: “Ой, какой ты заботливый”. И мало того, что напитавшийся влаги пластик теряет прочность, так ещё и печать, в принципе, становится невозможна. Вы видите на фото детали, напечатанные сырым пластиком.

И это учитывая высокие, даже не так, очень высокие температуры печати для этого типа Нейлона, да и, в принципе, 3D принтеров.
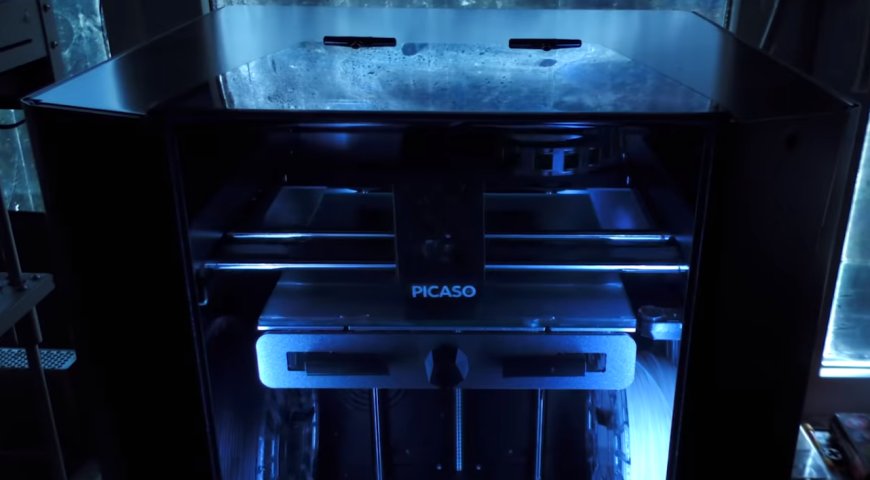
 Печатать я буду на единственном 3D принтере в моём загоне, который способен развивать такие высокие температуры, Picaso Designer X, но к принтеру мы вернемся чуть позже.
Печатать я буду на единственном 3D принтере в моём загоне, который способен развивать такие высокие температуры, Picaso Designer X, но к принтеру мы вернемся чуть позже.
 Создаем новый профиль пластика.
Создаем новый профиль пластика.
Температуру для печати выставляем 305 градусов. Температура радиатора 90, но можете смело ставить 110. Да, у Пикасо также надо выставлять температуру радиатора для равномерного прогрева пластика перед тем как он попадет в термоблок. Температура стола минимум 130.
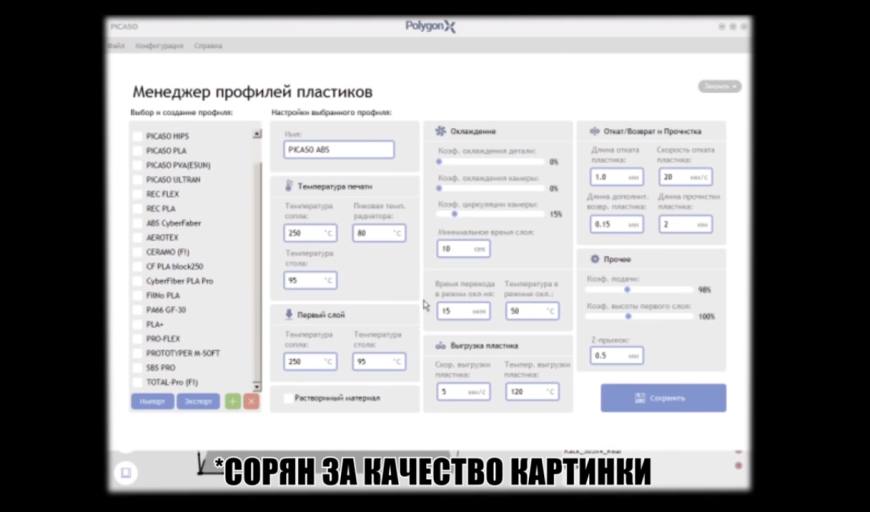 Печатать я буду на профиле «Быстро». Как адгезит к столу я выбрал 3D клей, очень рекомендую, если что, он также есть у меня в интернет-магазине. Ссылка на интернет-магазин.
Печатать я буду на профиле «Быстро». Как адгезит к столу я выбрал 3D клей, очень рекомендую, если что, он также есть у меня в интернет-магазине. Ссылка на интернет-магазин.

Температура в камере принтера надо держать в районе 75 градусов, чтобы деталь просто не оторвалась.
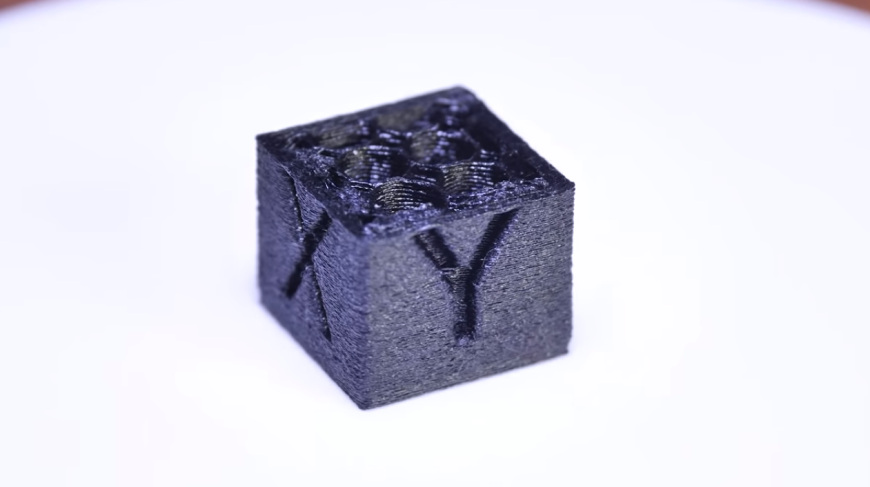
Вот фактура уже из напечатанного сухого пластика. Этот кубик оторвало, и я решил вам показать заполнение.
 Кстати, как я говорил, сушить, сушить, и ещё раз сушить. И после сушки сразу начинаем печатать.
Кстати, как я говорил, сушить, сушить, и ещё раз сушить. И после сушки сразу начинаем печатать.
Сейчас читатель вполне законно спросит: “Столько геморроя, столько заморочек, такой требовательный пластик к принтеру. А оно, вообще, того стоит?” Честно, не знаю, давайте протестируем.
Снимаем подложку (лучше печатать сразу с подложкой, чтобы детали не покоробило).
 Я аккуратно срезаю детали с подложки заточенным шпателем, отходит относительно хорошо. Самое время перейти к тестам.
Я аккуратно срезаю детали с подложки заточенным шпателем, отходит относительно хорошо. Самое время перейти к тестам.
Следующий тест на теплостойкость.
Мы печатаем пластину 100х10х1 мм, после чего ставим его в духовку мостиком. В центр мы кладем небольшой груз, у меня груз, это обычная шайба М6.
 И, думаю, вместо таблицы, она тоже будет, но чуточку позже, вам будут предоставлены более интересные вести с полей. Прошло полтора часа, температура 150-160, примерно в этих пределах, умоляю, все держать путем регулировки ручки.
И, думаю, вместо таблицы, она тоже будет, но чуточку позже, вам будут предоставлены более интересные вести с полей. Прошло полтора часа, температура 150-160, примерно в этих пределах, умоляю, все держать путем регулировки ручки.
 Образец наш даже и не думает прогибаться, то есть он и держит, не размягчается. Крутота!
Образец наш даже и не думает прогибаться, то есть он и держит, не размягчается. Крутота!
 Уже 163, 165, 166. 170 градусов, а еще он даже не прогибается.
Уже 163, 165, 166. 170 градусов, а еще он даже не прогибается.
Повысим. Кто думает, что 200 градусов, это мелочи жизни, засуньте руку печку в 200 градусов, после этого я готов к дискуссии, что 200 это мало. После того как засунете руку в печку и подержите ее там.
Мы кипятим калибровочный кубик и смотрим деформируется ли он.
 Как видите, никаких изменений.
Как видите, никаких изменений.
Я строительным феном нагреваю образец до, примерно, 400 градусов. Смотрим, что же получилось.
 Пластик не растекся, и как бы собрался наоборот в кучку, немного коптит, но не загорелся, вони практически не было.
Пластик не растекся, и как бы собрался наоборот в кучку, немного коптит, но не загорелся, вони практически не было.
Мы печатаем леску с квадратным сечением 1,2 на 1,2 мм. Результаты очень хорошие, плавающие в диапазоне от 18 до 20 кг.
Перед тем как перейти к следующему тесту, ещё раз хочу проверить прочность этого пластика. Это ниточка, которая получается из 0.5 сопла.
 К примеру, ее физически больно порвать.
К примеру, ее физически больно порвать.
 Следы на пальцах остались.
Следы на пальцах остались.

Мы охлаждаем образцы до минус 21 градуса, после чего ломаем пластик. Знаю, вы обожаете это тест. Прослушать и увидеть этот тест можно будет, пройдясь по ссылке, она будет в конце статьи.
Далее тест на износ.
Мы устанавливаем на гриндер шкурку 36-й зернистости и ролик диаметром 25 мм пускаем по движущейся ленте. Смотрим сколько пластика потеряет ролик на диаметр. Потерял ролик, из нашего сатанистского Нейлона, 0,05 мм. И тут я больше уверен, что стекловолокно, торчащее, придавилось, нежели стёрся пластик. Теперь черед токарного станка, дело в том, что стекловолокно торчит, а пластик очень жёсткий, поэтому посадочные под подшипники пришлось дополнительно протачивать.
 Ну что, пора подводить итоги. Ссылка на таблицу будет в конце статьи.
Ну что, пора подводить итоги. Ссылка на таблицу будет в конце статьи.
Смотрите, по моей внутренней классификации, которую я сам себе выдумал, её вы нигде не найдете, это так называемый подкапотный пластик. То есть, напечатанные из этого пластика детали должны быть высоконагруженные и при высоких температурах. Неестественно для домашней печати. Этот пластик нецелесообразен. Банально, опять же, ну не у каждого есть дома а-ля дизайнер Х, чтобы печатать просто по приколу всякие там игрушки из него. Тем более, довольно таки, привередливый в подготовке к печати. То есть, мы сразу после сушки его только печатаем. Причём сушка не час, не два, а часов минимум шесть, в идеале 10-12 часов, тогда он выдаёт достойные результаты. Но опять же, PA66 GF30 стеклонаполненный только для того, чтобы им вообще физически возможно было печатать, потому что даже с GF30, он довольно-таки капризен, на самом деле, во время печати. Поэтому, учитывая, что стол 140, плюс камера обязательно около 70 должна быть, температура печати заоблачная. На домашних принтерах таким не попечатаешь, а готовые изделия, из него напечатанные, будут стоить очень дорого. Поэтому, это именно коммерческий пластик, очень узкоспециализированный. Крупной студии могу порекомендовать его. Только крупным студиям, которые плотно занимаются именно коммерческой печатью, если есть заказы на подобные, так сказать, технические свойства пластика. Ну, а держать хотя бы катушку у себя про запас можно опять же. Какие у нас есть альтернативы? В принципе, и нет их, по крайней мере из бюджетных. Я так предполагаю, вангую, ценник будет в районе 4.000 руб за катушку, 3500-4000 руб., может чуть больше. Это я вангую, вообще, так пальцем в небо тыкаю. Поэтому, опять же, держать катушку одну можно будет, именно в студиях 3D печати. Для домашней печати этот пластик абсолютно не приспособлен.
Ну и все, мои дорогие друзья. Надеюсь эта информация была для вас полезной. С вами был Юнах Анатолий.


