Соединения, получаемые развальцовкой
Соединение развальцовкой применяют при производстве оптико-механических приборов, для сборки осей с зубчатыми колесами и других деталей, работающих с незначительными нагрузками. При этом соединении возможно проворачивание деталей относительно друг друга.
Развальцовкой называется процесс получения неразъемного соединения деталей за счет нарушения первоначальной формы торца одной из них, то есть это круговая пластическая деформация пустотелой детали.
Развальцованное соединение осуществляется непосредственно развальцовкой соединяющей детали (резьбовой втулки, пустотелой заклепки, стойки) на одну или несколько поверхностей соединяемых деталей (рис. 9).
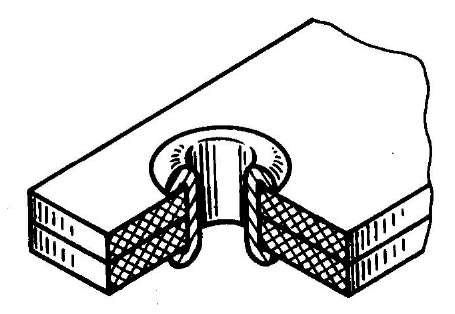
Рис.9. Соединение, полученное развальцовкой
9.1. Правила изображения и обозначения соединений, получаемых развальцовкой
При изображении и обозначении соединений, получаемых развальцовкой, деталь, которую развальцовывают, представляют на рабочем чертеже в исходном, недеформируемом состоянии.
Припуски на развальцовку рассчитывают аналогично припускам на пустотелые заклепки.
Изображение соединяющей детали на чертеже неразъемного соединения сопровождают надписью по типу: «Развальцевать». Надпись располагают на полке линии-выноски, которую заканчивают двусторонней стрелкой и проводят от изображения места развальцовки.
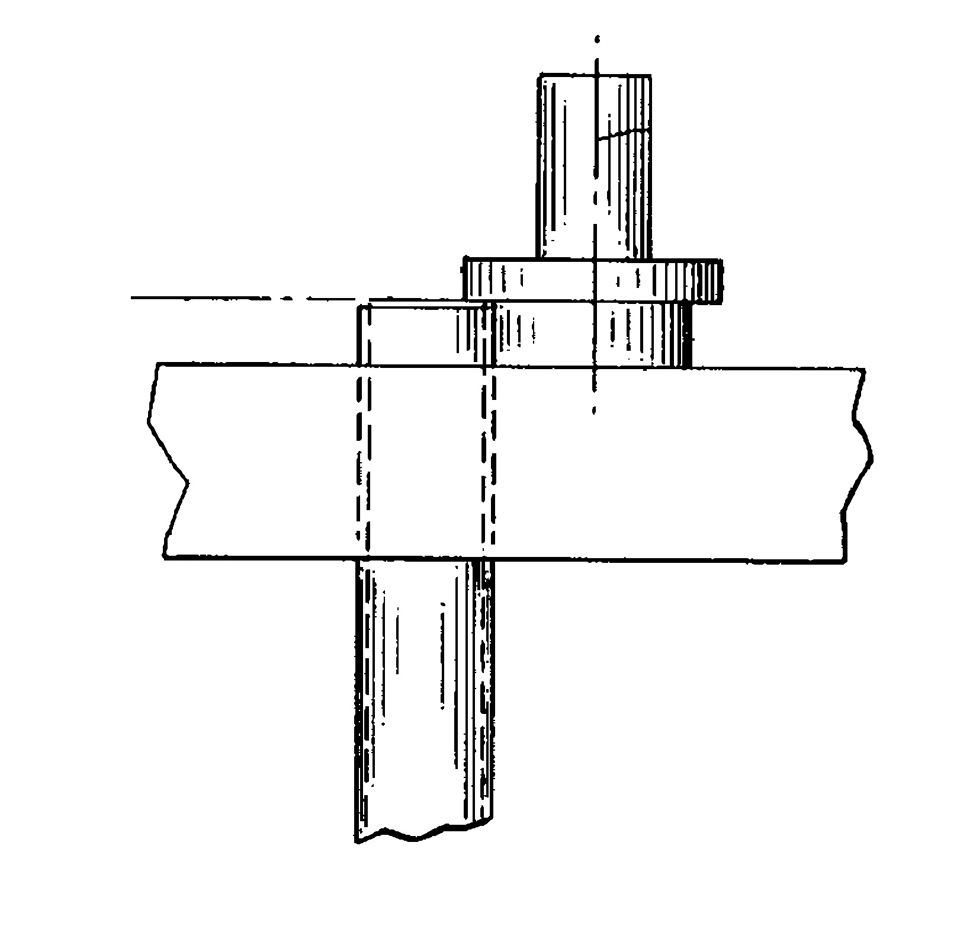
Пример выполнения сборочного чертежа изделия, полученного развальцовкой, приведен на рис.10

Рис. 10. Сборочный чертеж изделия, полученного развальцовкой
Контрольные вопросы к выполнению задания
Прежде, чем начать выполнять расчетно-графическую работу, попытайтесь ответить на следующие вопросы для самоконтроля:
1. Какие соединения называются неразъемными?
2. Какие виды неразъемных соединений вы знаете?
3. Где и когда применяются армированные соединения?
4. Каковы недостатки и преимущества армированных соединений?
5. Какие виды арматуры вы знаете?
6. Какие существуют средства крепления различных видов арматуры в прессматериале, предотвращающие ее от смещений?
7. Где и когда применяются паяные соединения?
8. Каковы недостатки и преимущества паяных соединений?
9. Перечислите основные способы пайки.
10. Какие виды швов паяных соединений вы знаете?
11. По каким критериям выбирается вид припоя?
12. Как изображаются и обозначаются паяные швы?
13. Где и когда применяются клееные соединения?
14. Каковы недостатки и преимущества клееных соединений?
15. Какие конструктивные формы клееных соединений вы знаете?
16. Какие марки клеев используются для склеивания деталей?
17. Как изображаются и обозначаются клееные швы?
18. Где и когда применяются соединения деталей сшиванием?
19. Каковы недостатки и преимущества соединения деталей сшиванием?
20. Приведите примеры видов швов металлическими скобами.
21. Как обозначаются швы, выполненные металлическими скобами?
22. Как обозначаются швы, выполненные нитью?
23. Где и когда применяются соединения, получаемые развальцовкой?
24. Из каких этапов состоит процесс развальцовки?
25. Каковы недостатки и преимущества соединения деталей,
26. Назовите правила изображения и обозначения соединений,
Библиографический список
Основная
1. Левицкий В.С. Машиностроительное черчение и автоматизация выполнения чертежей. – М.: 2011.- 435с.
Дополнительная
8. Чекмарев А.А. Справочник по машиностроительному черчению. – М.: «Высшая школа», 2008.- 493с.
9. Чекмарев А.А., Верховский А.В., Пузиков А.А. Начертательная геометрия, инженерная и машинная графика. – М.: «Высшая школа», 2001.
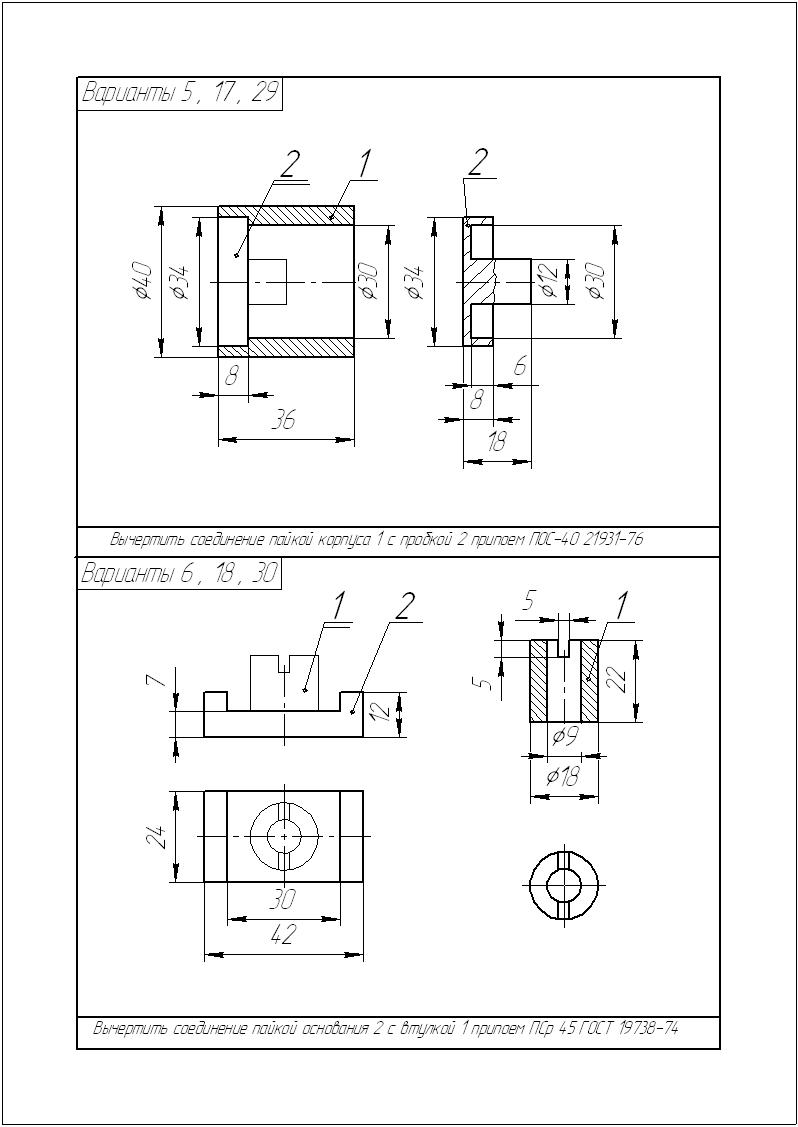
Паяные соединения
| Вариант 1,17 |
 |
| Вариант 3,19 |
| |
| Вариант 5,21 |
 |
| Вариант 7,23 |
| |
| Вариант 9,25 |
 |
| Вариант 11,27 |
| |
| Вариант 13,29 |
 |
| Вариант 15,31 |
| |
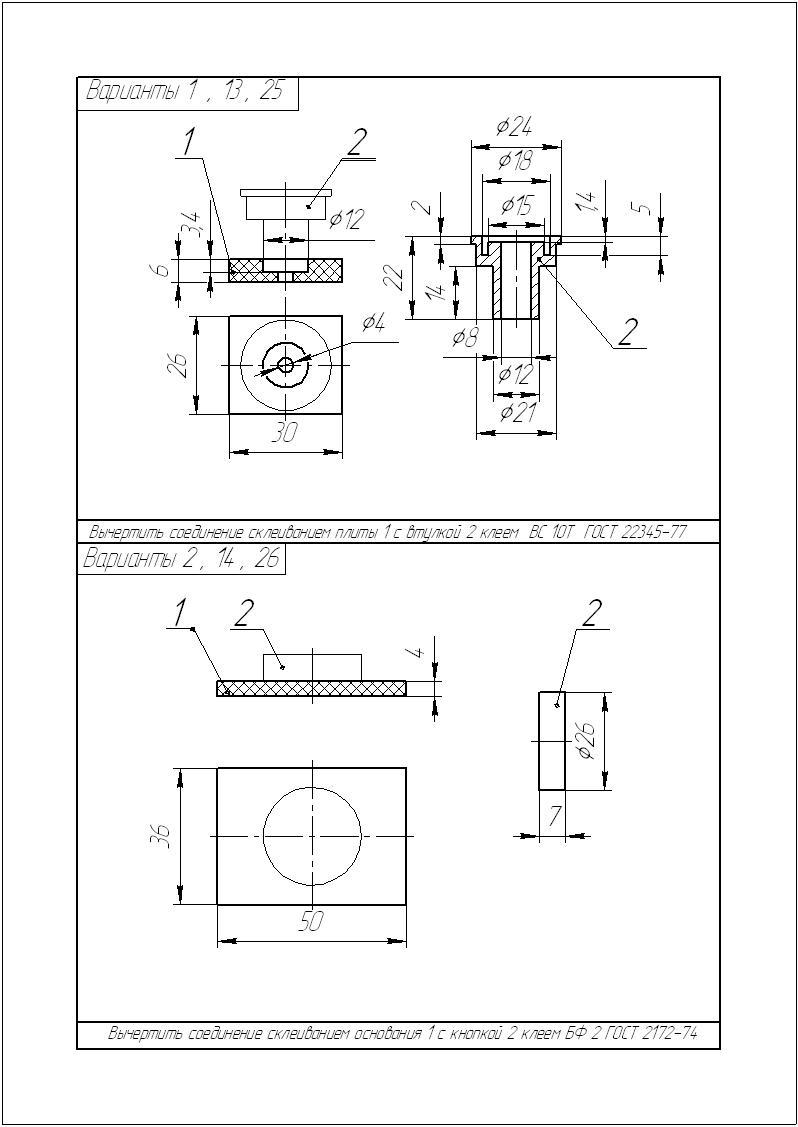
Клееные соединения
| Вариант 2,18 |
 |
| Вариант 4,20 |
| |
| Вариант 6,22 |
 |
| Вариант 8,24 |
| |
| Вариант 10,26 |
 |
| Вариант 12,28 |
| |
| Вариант 14,30 |
 |
| Вариант 16,32 |
| |
Дата добавления: 2019-01-14 ; просмотров: 979 ; Мы поможем в написании вашей работы!
Вальцовка «грибком» своими силами

Продвигаясь постепенно с установкой абс, столкнулся с необходимостью обжимать тормозные трубки. Существует 3 основных вида вальцовки:

1.Одинарная воронка – в автомобилестроении не применяется.
2.»Грибок». Стандарт для европейских и азиатских автомобилей.
3.»Двойная воронка» – Американский стандарт.
Взято тут.
Для наших авто нужен второй вариант, некоторые делают одиночную воронку, но со временем она может подвести, а с тормозами шутить не стоит! Немного промониторил магазины у себя в городе и не нашел за адекватную цену ничего подходящего. Решил купить приспособу за 250р. и немного доработать:

Инструмент полностью разборный

И так, поехали…Берём болт М10х1.25, сверлим в центре отверстие сверлом 4,2. Нарезаем метчиком М5х0.8 резьбу в болте. Сверлом на 10 придаем коническую форму основанию болта.

Берём болт М5, отрезаем шляпку, зажимаем в цанге дрели и точим о напильник

Периодически проверяем чтобы диаметр соответствовал внутреннему диаметру трубки

Отрезаем лишнюю часть

Вкручиваем полученную втулку внутрь болта М10

Получаем вот такую штуку…

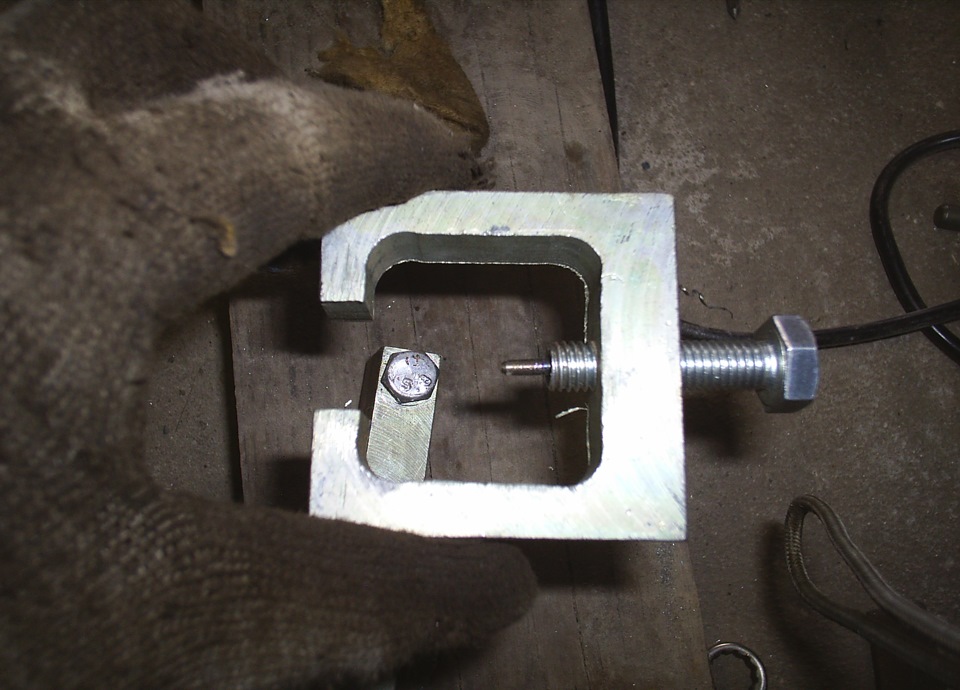
Пробуем в деле…
Зажимаем в оправке тормозную трубку, оставляя выступ около 4мм

Вкручиваем болт, направляя втулку внутрь трубки

Крутим до соприкосновения болта М10 с зажимной оправкой

Откручиваем и смотрим что получилось

Получился вполне себе «грибок». Справа заводской, слева- новоиспеченный


Может «грибок» получается и не совсем идеальным, но точно лучше односторонней воронки! Вот так получилось за 20-30 минут доработать инструмент для развальцовки и сэкономить 2-3 т.р. Может еще кому пригодиться…
[Знание-сила!] Как развальцевать тормозную трубку

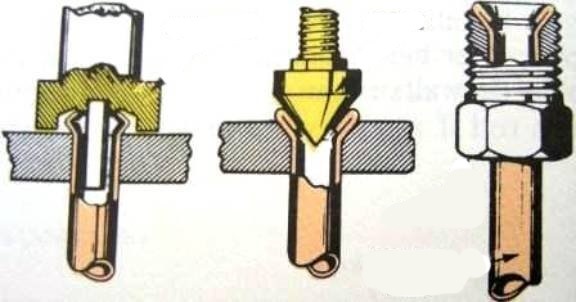
Во-первых, какие бывают виды разцвальцовок:

1) Одинарная воронка – в автомобилестроении не применяется. Развальцовывается просто конусом в одну операцию. Хотя в принципе, мне известны случаи, когда такую одинарную воронку прикручивали вместо двойной и вроде как даже при этом, после очень сильной затяжки, тормозная жидкость не вытекала. Сам так делал при отсутствии инструмента.
2) «Грибок». Считается одноразовым соединением (хотя в реальной жизни позволяет прикрутить трубку до нескольких раз). Является стандартом для европейских и азиатских автомобилей. Это результат европейской жадности: во-первых вальцуется за одну операцию, во-вторых одноразовость способствует демотивации ремонта автомобиля и увеличению продаж автомобилей. В СССР такой вид развальцовки впервые появился на автомобилях ВАЗ, а потом «переполз» на Москвичи, затем Волги и совсем недавно на УАЗы.
3) «Двойная воронка» – Американский стандарт, считается многоразовым соединением. Вальцуется за 2 операции: первая операция – получается «пузырь» или «Грибок», делается оправкой. Вторая операция – заминание конусом и образование воронки. Этот стандарт применялся и в СССР на старых Москвичах, Волгах и УАЗах.
Более подробный рисунок, демонстрирующий разницу между одинарной и двойной воронкой:
Теперь о том, как развальцовывать. Для начала фото набора, состоящего из отрезки, оправок, планки и струбцины с конусом:

Оправка выглядит вот так:

Набор нужно покупать метрический. Почему-то в продаже много дюймовых. Наш (Москвичёвско-волговско-уазовский) размер трубки – 6мм.
1) Отрезаем трубку с помощью отрезки. Для этого надеваем её на трубку, слегка зажимаем. Прокручиваем вокруг трубки несколько раз, поджимаем, опять прокручиваем несколько раз пока не отвалится.
3) Зачистка конца трубки. Для этого зажимаем планку в тиски за длинный конец, гладкими отверстиями вверх. Зажимаем в соответствующее отверстие нашу трубку почти заподлицо с поверхностью планки. Подтачиваем торец трубки напильником.
4) Надеваем на трубку гайку. Это важно сделать именно сейчас, лично я часто забываю 🙂
5) Переворачиваем планку вверх ногами и теперь зажимаем её в тиски конусными отверстиями вверх. Зажимаем в неё трубку с выпуском. Выпуск трубки должен быть равен высоте гурта оправки. Если гурт 2-ступенчатый, то ориентируемся по высоте нижней части гурта. Эта нижняя часть гурта кстати бывает как меньше так и больше по диаметру чем верхняя Вот так это выглядит:
6) Смазываем штырь и прилегающую поверхность оправки тормозной жидкостью. Вставляем оправку штырём в трубку, надеваем на планку струбцину и вжимаем оправку до прилегания к планке. Снимаем оправку. Мы сейчас получили «грибок» или «пузырь». Если у нас Евростандарт, то всё готово и можно ставить трубку на машину.
7) Если же нам нужна двойная воронка, то нужно проделать ещё одну операцию. Снимаем оправку и заминаем пузырь конусом, находящимся на струбцине. Вот теперь готово.
Вот так выглядят 2 операции:
Ну и видос, где я рассказываю и показываю как это делается:
Оснастка (пресс) для развальцовки отверстий (перфорации стального листа)

Назначение
Развальцовка отверстий больших диаметров производится для увеличения жесткости детали.
Таким образом лист метала с имеющимися развальцованными отверстия будет иметь большую жесткость на изгиб чем тот же лист метала без каких-либо отверстий.
Ну еще это красиво выглядит!
Примечание
Моя реализация данного приспособления подразумевает работу с полосками метала не большой ширины, в данном случае — 125мм.
Задача
Обычно используют конусную развальцовку и получают вот такие красоты:
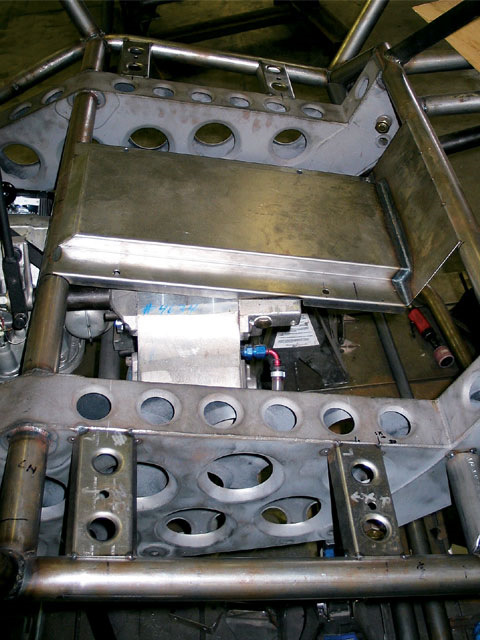
Мне же необходимо было получить несколько иную форму, примерно вот такую вот:

К тому же еще и в листе метала толщиной 2мм. Это повлекло за собой массу проблем, а именно:
1. Если взять оснастку по типу как для конусной вальцовки (т.н. пуансон и пресс форма), то лист поведет и скомкает.
2. Приспособление должно быть достаточно мощным, так как 2мм стали это очень даже не мало, в данном случае.
Принцип работы
Идея значит такая — надежно обжать метал вокруг отверстия, да бы не допустить его «затягивания» во время выштамповки.
Ну и с помощью оправки (т.н. пуансона) уже будем производить непосредственно выштамповку.
Материал
Итак, нам понадобится:
1. Уголок со стенкой 5мм (а лучше сразу швеллер со стенкой потолще).
2. Толстостенная труба, которая будет задавать внешний диаметр. (В моем случае подходящей не нашлось, в варил маленькую секцию для увеличения диаметра).
3. Пуансон — оправка которой мы будем выдавливать форму, она задает внутренний диаметр.
Разница внутреннего диаметра трубы и наружного оправки должна обеспечить беспрепятственное прохождение металла необходимой толщины!
4. Для обжима — 2 болта м16 и 4 гайки. (В конечном счете мне понадобилось по 2 гайки на болт, но это будет зависеть от твердости болтов и гаек).
5. Для выштамповки — болт м14 и 2 гайки. (На мой объем работ хватило одной гайки, но под конец резьба у нее сошла, лучше в варить сразу 2).

Реализация
Из трубы делам 2 кольца, высота одного из них будет задавать максимальную глубину выштамповки. Лучше сделать с запасом и в последующем уменьшить глубину шайбой.

Берем два уголка и сверлим в них 3 отверстия. Центральное диаметром 14мм и крайние диаметром 16мм.
Расстояние между крайними отверстиями должно обеспечить беспрепятственное прохождение полоски металла необходимой ширины.
Конечно же соблюдаем соосность!

Точно измерив положение или используя оправку-калибр, как в моем случае, привариваем кольца у центрального отверстия.Они так же должны быть соосны!
Вальцовка грибком своими силами
Инструменты
Увеличить диаметр мягкой и эластичной медной трубы можно и вручную, просто натягивая ее на коническую болванку подходящего размера.

Однако таким кустарным способом получить раструб с правильной геометрией очень сложно. Стенки могут иметь неоднородную толщину, из-за чего более тонкие растянутся слишком сильно, а толстые не растянутся совсем. Усилие, прилагаемое человеком, также неравномерно, поэтому возможно искривление трубы во время работы и перекос болванки, вследствие чего раструб получится асимметричным и перекошенным.
Чтобы сделать разбортовку аккуратно и сформировать из кромки трубы раструб нужной формы, способный обеспечить в дальнейшем надежное соединение элементов конструкции, используют различные инструменты.
Экспандер
Это ручной механизм, в котором развальцовка производится простым применением силы, так же как и при использовании конической болванки. Экспандер состоит из двух ручек и расширителя – раздвижного конического элемента, который вставляется в трубу. При воздействии на рычаги части расширителя расходятся в разные стороны, растягивая трубу.

Экспандер недорог и позволяет выполнить работу быстро и без особых трудозатрат. Однако получить качественный результат при помощи этого инструмента трудно. Стенки растягиваются неравномерно, более тонкие участки могут разорваться.
Конусный развальцовщик
Это небольшой набор из двух инструментов: матрицы и собственно развальцовщика.
Матрица – это тиски с несколькими цилиндрическими отверстиями, расширенными сверху до 45⁰. Размеры отверстий соответствуют стандартным диаметрам труб.
Развальцовщик состоит из:

При вращении силового винта, приводящего в действие управляющий механизм, расширитель постепенно ввинчивается в кромку трубы, расширяя ее. Направляющие обеспечивают неизменность взаимного расположения трубы и расширителя, благодаря чему не возникает перекосов и получается ровный и аккуратный раструб.
Механический развальцовщик
Этот инструмент схож с предыдущим, но его рабочим органом является не конус, а набор вальцов. Вальцы не растягивают, а раскатывают стенки трубы, расширяя ее равномерно и постепенно, благодаря чему металл имеет одинаковую толщину на всей развальцованной поверхности, а раструб получается аккуратным и симметричным.
Развальцовщик с электроприводом
Такой вальцовочный аппарат в дополнение к механическому развальцовщику имеет электропривод, благодаря чему работы по расширению труб выполняются быстрее и с меньшими трудозатратами.

В каких случаях нужна развальцовка тормозных трубок
По тормозным трубкам, как уже говорилось выше, тормозная жидкость под высоким давлением подается ко всем элементам системы. Когда пропускная способность таких трубок ухудшается, вся система начинает работать неэффективно, что приводит, в частности, к значительному увеличению тормозного пути. О том, что элементам тормозной системы, в том числе и трубкам, требуется диагностика (и, возможно, ремонт), могут свидетельствовать следующие характерные признаки:

Старые тормозные трубки в ужасном состоянии следует срочно заменить даже при отсутствии протечек
Однако основным признаком того, что тормозные трубки полноценно не выполняют свои функции и требуют развальцовки, является увеличение тормозного пути. Наиболее частыми причинами ухудшения работоспособности тормозных трубок являются:
Такие неисправности, негативно отражаясь на техническом состоянии отдельных элементов тормозной системы, значительно снижают эффективность ее работы. Именно поэтому специалисты и автопроизводители рекомендуют проводить ее диагностику раз в полгода. Если привязываться к километражу, то выполнять такую процедуру необходимо через каждые 50 000 км пробега, а осуществлять замену резиновых трубок вне зависимости от их технического состояния надо через каждые 125 тыс. км пробега транспортного средства.
Особенности выполнения
Выполнение развальцовки трубок, изготовленных из меди, может потребоваться, если:

Обрезку труб по длине производится специальным инструментом – труборезом для медных или алюминиевых труб
Чтобы качественно развальцевать трубку из меди, используя специальные инструменты и приспособления, необходимо выполнить следующие действия.

Ример – приспособления для зачистки торцов медных трубок
Если из меди необходимо для того, чтобы выполнить ее соединение при помощи пайки, то последовательность действий по осуществлению такой процедуры будет выглядеть следующим образом.
Развальцовка труб
Увеличение диаметра изделия необходимо при выполнении бесфитингового соединения элементов трубопровода, например, капиллярная пайка медных труб. Полученное расширение позволяет вставить одну трубы в другую.
Простейший инструмент для развальцовки представляет собой обычный конус, который вворачивается в закрепленную трубу, расширяя ее край.
Усовершенствованная модель комплектуется трещеткой, которая позволяет регулировать усилие,  благодаря этому осуществляется защита стенок от разрыва. Также развальцовка труб выполняется экспандером, его рабочий орган имеет несколько сегментов, которые при сжатии рукояток начинают расходиться, растягивая трубу.
благодаря этому осуществляется защита стенок от разрыва. Также развальцовка труб выполняется экспандером, его рабочий орган имеет несколько сегментов, которые при сжатии рукояток начинают расходиться, растягивая трубу.
Развальцовка описанными выше инструментами является наиболее простым способом, но качество получаемой гильзы далеко до совершенства.
Наиболее качественная развальцовка получается при использовании инструмента, рабочим органом которого является эксцентрический конус. При повороте рукоятки, которая также оснащена предохранительным механизмом, конус начинает прокатываться по внутренней стенке трубы, уменьшая ее толщину и отгибая край. Полученное расширение отличается высоким качеством.
Подобные устройства применяются, в основном, для труб из мягких металлов. Стальные трубы также могут быть развальцованы, но в холодном состоянии такой процесс требует приложения значительных усилий. Поэтому такие трубы желательно предварительно нагреть, после этого развальцовка ручным инструментом станет гораздо проще.
ФОРМУЛА ИЗОБРЕТЕНИЯ
1. Развальцеватель-калибратор, включающий корпус с центральным каналом, резьбами для соединения со скважинным оборудованием и углублениями на наружной поверхности, в которых размещены ролики, установленные на осях и выполненные в виде цилиндров с фасками, верхние концы осей выполнены с возможностью ограниченного перемещения наружу, в кольцевой полости, образованной между двумя корпусными деталями размещен подпружиненный кольцевой поршень, установленный с возможностью осевого перемещения, причем подпоршневая полость кольцевого поршня сообщена с центральным каналом, отличающийся тем, что оси сверху и снизу оснащены призматическими концами, вставлены в корпус с возможностью ограниченного продольного перемещения вверх и радиального перемещения наружу под действием упорной и наклонной взаимодействующей с нижнем торцом оси поверхностей поршня, подпружиненного вниз и выполненного с возможностью ограниченного продольного перемещения вверх, причем центральная ось каждой оси расположена в соответствующей ей плоскости, параллельной оси корпуса, при этом корпус выполнен с наклонными поверхностями под соответствующие верхние призматические концы осей, а центральный канал корпуса ниже поршня снабжен технологическим сужением.
2. Устройство по п.1, отличающееся тем, что призматические концы оси выполнены симметричными относительно своих центральных осей.
3. Устройство по п.1 или 2, отличающееся тем, что оси расположены в корпусе таким образом, что верх каждой оси смещен по окружности вперед по ходу вращения устройства относительно низа оси.
4. Устройство по п.1 или 2, отличающееся тем, что оси в местах контакта с роликами снабжены износостойкими вставками.
5. Устройство по п.3, отличающееся тем, что оси в местах контакта с роликами снабжены износостойкими вставками.
6. Устройство по п.1 или 2, отличающееся тем, что оси снабжены боковыми замкнутыми продольными полостями для смазки.
7. Устройство по п.3, отличающееся тем, что оси снабжены боковыми замкнутыми продольными полостями для смазки.
8. Устройство по п.5, отличающееся тем, что оси снабжены боковыми замкнутыми продольными полостями для смазки.
9. Устройство по п.6, отличающееся тем, что оси снабжены цилиндрическим каналом, сообщенным с боковыми замкнутыми полостями и заполненным консистентной смазкой, причем в центральном канале размещен поршень, подпружиненный к противоположному концу цилиндрического канала.
10. Устройство по п.7, отличающееся тем, что оси снабжены цилиндрическим каналом, сообщенным с боковыми замкнутыми полостями и заполненным консистентной смазкой, причем в центральном канале размещен поршень, подпружиненный к противоположному концу цилиндрического канала.
11. Устройство по п.8, отличающееся тем, что оси снабжены цилиндрическим каналом, сообщенным с боковыми замкнутыми полостями и заполненным консистентной смазкой, причем в центральном канале размещен поршень, подпружиненный к противоположному концу цилиндрического канала.
Инструменты и приспособления
Для того чтобы развальцевать своими руками трубки, изготовленные из меди, используют специальные приспособления. Такие приспособления могут иметь как ручной, так и электрический привод. Применяются они для монтажа систем кондиционирования, водоснабжения и отопления. Инструменты, оснащенные электрическим приводом, часто совмещают в себе несколько функций: с их помощью можно не только развальцевать медную трубку, но и согнуть ее под требуемым углом.
Любое устройство, при помощи которого осуществляется развальцовка трубок, изготовленных из меди, работает по принципу пластической деформации, поэтому очень важно, чтобы оно справлялось с таким процессом максимально бережно, не нарушая однородность структуры материала, сохраняя равномерность толщины стенок изделий, а также гладкость их внутренней поверхности

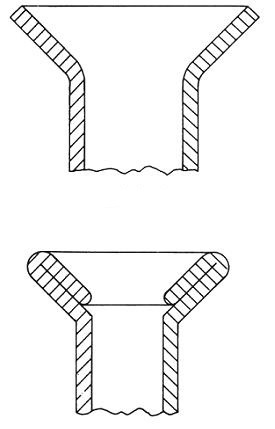
Схема правильной развальцовки и примеры неправильно произведенной операции
Это болванка конусообразной формы, изготовленная из более твердого металлического сплава, чем медь. Достоинствами такого устройства являются невысокая цена и простота использования. Между тем его применение может сопровождаться разрывами стенок медного изделия, что дает невысокое качество развальцовки.

Этим простейшим приспособлением можно развальцевать одну трубку, но ни о каком качестве работ говорить не приходится
Основным рабочим органом данного приспособления является валик из твердого сплава, который, перекатываясь по краю медной трубки, придает последнему требуемую конфигурацию. Использование механического развальцовщика позволяет выполнять равномерную деформацию обрабатываемого участка трубки, формировать на ее конце стенки одинаковой толщины с высоким качеством их внутренней поверхности.

Ручной инструмент способен обеспечить высокое качество развальцовки и хорошую скорость работы
Развальцовщик с электрическим приводом
Такое приспособление с целым набором сменных насадок, обладая всеми преимуществами механического инструмента, позволяет выполнять развальцовку медных трубок с более высокой производительностью и с меньшими трудозатратами. Пожалуй, единственным недостатком электрического развальцовщика является его достаточно высокая цена.

Аккумулятора этого развальцовщика хватает примерно на 100 операций
Такое ручное устройство, работающее по принципу рычажного механизма, позволяет развальцевать конец трубки за одно движение. Обладая простотой конструкции, такое приспособление имеет и ряд существенных недостатков, наиболее значимым из которых является невозможность контролировать толщину стенок обрабатываемого изделия. Таким образом, использование эспандера, который чаще всего и выбирают те, кто выполняет развальцовку своими руками, не гарантирует получения качественного результата.
Получения конического раструба
Для понимания технологии процесса можно взять пример развальцовки трубок из меди. Порядок проведения работ следующий:
 Схема действия конического раструба
Схема действия конического раструба
Чтобы легче воздействовать конусом на заготовку, рабочую поверхность лучше покрыть смазочным материалом. Винт перемещать вперед- назад, постепенно достигая нужного результата – это поможет избежать возможного разрыва металла в районе деформации.
Работа ручным экспандером имеет свой алгоритм действий:
 Как использовать ручной экспандер для труб
Как использовать ручной экспандер для труб
Советы по выбору инструмента
Развальцевать медную трубку, учитывая высокую пластичность ее материала, несложно. Однако, чтобы добиться высокого качества выполнения такой технологической операции, следует использовать только специализированный инструмент. Выполнение развальцовки при помощи простейших приспособлений, к числу которых относятся болванки и эспандеры, может сопровождаться рядом негативных последствий.

В специальном приспособлении медная трубка фиксируется строго перпендикулярно, а деформация происходит точно по конусу
Между тем использование приспособлений, специально предназначенных для выполнения развальцовки, имеет следующие преимущества.
Использование специального приспособления, кроме того, позволяет оперативно и качественно развальцевать конец трубки даже тем, кто никогда ранее не выполнял такую процедуру своими руками.

В набор для развальцовки может входить: эксцентриковая вальцовка, ример, труборез, труборасширитель и пружины для изгибания труб
Чтобы развальцовка была выполнена качественно, следует уделить особое внимание выбору инструмента. При этом надо учитывать такие параметры, как:


