Напоминалка для тех, кто самолично перебирает двигатель ВАЗ 2108-2112

После разборки двигателя тщательно очистите, промойте и просушите все детали.
1. Очистите головку поршня от нагара. Если на поршне есть задиры, следы прогара, глубокие царапины, трещины, замените поршень. Прочистите канавки под поршневые кольца. Это удобно делать обломком старого поршневого кольца.
2. Прочистите отверстия для стока масла подходящим куском проволоки.
3. Проверьте зазоры между кольцами и канавками на поршне.
Номинальный зазор поршневых колец, мм:
верхнее компрессионное кольцо 1 — 0,04-0,075;
нижнее компрессионное кольцо 2 — 0,03-0,065;
маслосъемное кольцо 3 — 0,02-0,055.
Предельно допустимый зазор для всех поршневых колец — 0,15 мм.
4. Наиболее точно зазоры поршневых колец можно определить промером колец и канавок на поршне. Для этого замерьте микрометром толщину поршневого кольца в нескольких местах по окружности, затем…
5. …с помощью набора щупов измерьте ширину канавок также в нескольких местах по окружности. Вычислите средние значения зазоров (разница между толщиной поршневого кольца и шириной канавки). Если хотя бы один из зазоров превышает предельно допустимый, замените поршень с кольцами.
8. Если зазор меньше 0,25 мм, аккуратно сточите надфилем торцы поршневого кольца.
9. Проверьте зазоры между поршнями и цилиндрами. Зазор между поршнями и цилиндрами определяется как разность между замеренными диаметрами поршня и цилиндра. Номинальный зазор между поршнями и цилиндрами равен 0,025-0,045 мм, предельно допустимый — 0,15 мм. Если зазор между поршнями и цилиндрами не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор между поршнями и цилиндрами был как можно ближе к номинальному. Если зазор между поршнями и цилиндрами превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера. Измерьте диаметр поршня на расстоянии 55 мм от его днища в плоскости, перпендикулярной поршневому пальцу.
Рис. 4.9. Места измерения зазоров цилиндра
10. Затем измерьте диаметры цилиндра в двух перпендикулярных плоскостях (см. рис. 4.9.) (вдоль В и поперек А блока цилиндров) и в четырех поясах (1, 2, 3 и 4). Для этого необходим специальный прибор — нутромер.
11. При замене деталей шатунно-поршневой группы необходимо подобрать поршни к цилиндрам по классу и одной группы по массе, а также поршневые пальцы к поршням по классу и шатуны по массе. Для подбора поршней к цилиндрам вычислите зазор между ними.
Для удобства подбора поршней к цилиндрам цилиндры и поршни в зависимости от диаметров делят на пять классов: А, В, С, D, Е (табл. 4.1).
В запасные части поставляются поршни номинального размера трех классов А, С, Е и двух ремонтных размеров. Первый ремонтный — увеличенный на 0,4 мм, второй — на 0,8 мм.
По массе поршни разбиты на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигателе автомобилей ваз 2108, ваз 2109, ваз 21099 должны устанавливаться поршни одной группы. Для поршней ремонтных размеров в запчасти поставляются кольца ремонтных размеров, увеличенных на 0,4 мм и на 0,8 мм. На кольцах первого ремонтного размера выбито число «40», на кольцах второго ремонтного размера — «80».
Таблица 4.1 Номинальные размеры цилиндров и поршней
Класс Диаметр, мм
цилиндра поршня
А 82,00-82,01 82,00-82,01
В 82,01-82,02 82,01-82,02
С 82,02-82,03 82,02-82,03
D 82,03-82,04 82,03-82,04
Е 82,04-82,05 82,04-82,05
12. На блоке цилиндров группа цилиндров выбивается на нижней плоскости блока (привалочная плоскость под масляный картер) напротив каждого цилиндра. 13. На днище поршня выбиваются следующие данные:
1 — класс поршня по отверстию под поршневой палец;
2 — класс поршня по диаметру;
3 — стрелка, показывающая направление установки поршня;
4 — ремонтный размер (1-й ремонтный — треугольник, 2-й ремонтный — квадрат);
5 — группа по массе (нормальная «Г», увеличенная на 5 г «+», уменьшенная на 5 г «-»).
14. Поршневые пальцы с трещинами замените. Поршневой палец должен легко входить в поршень от усилия большого пальца руки. Вставьте поршневой палец в поршень. Если при покачивании поршневого пальца ощущается люфт, замените поршень. При замене поршня подберите к нему поршневой палец по классу
Таблица 4.2 Классы поршневых пальцев, поршней и шатунов
Размерная группа Модель двигателя ВАЗ 2108
Диаметр цилиндра, мм Диаметр поршня, мм
А 76,00-76,01 75,965-75,975
В 76,01-76,02 75,975-75,985
С 76,02-76,03 75,985-75,995
D 76,03-76,04 75,995-75,005
Е 76,04-76,05 75,005-75,015
Размерная группа Модель двигателя ВАЗ 21083
Диаметр цилиндра, мм Диаметр поршня, мм
А 82,00-82,01 81,965-81,975
В 82,01-82,02 81,975-81,985
С 82,02-82,03 81,985-81,995
D 82,03-82,04 81,995-82,005
Е 82,04-82,05 82,005-82,015
(табл. 4.2). Поршневые пальцы разбиты по диаметру на три класса (1-, 2-, 3-й) через 0,004 мм. Класс поршневого пальца маркируется на его торце краской. Класс поршня по пальцу выбивается на днище поршня, класс шатуна по пальцу — на крышке шатуна.
15. Замените сломанные поршневые кольца и расширитель маслосъемного кольца.
16. Замените сломанные или треснувшие стопорные кольца, удерживающие поршневой палец. Концы стопорных колец должны находиться в одной плоскости. Погнутые кольца замените.
17. Замените погнутые шатуны. Замените шатун, если во втулке 1 верхней головки есть задиры и глубокие царапины. Замените шатун, если при разборке двигателя было обнаружено, что шатунные вкладыши провернулись в шатуне.
ПРЕДУПРЕЖДЕНИЕ
Шатуны обрабатывают совместно с крышками, поэтому их нельзя разукомплектовывать.
18. Вставьте поршневой палец в верхнюю головку шатуна. Если при покачивании поршенвого пальца ощущается люфт, замените шатун. Шатуны в сборе с крышками по массе верхней и нижней головки разделены на классы (табл. 4.3).
Таблица 4.3 Класс шатуна по массе верхней и нижней головки
Масса головок шатуна, г Маркировка
верхний нижний буквой краской
184+2 489±3 Ф Красный
495+3 Л Зеленый
501±3 Б
188+2 489+3 X
495±3 М
501+3 В
192+2 489±3 Ц
495±3 Н
501+3 Г Голубой
19. В двигателе автомобилей ваз 2108, ваз 2109, ваз 21099 должны устанавливаться шатуны одного класса. Маркировка шатуна наносится на крышке шатуна: 1 — класс шатуна по массе (буква или краска), 2 — класс шатуна по поршневому пальцу.
20. Если на поверхностях, по которым работают сальники, есть глубокие риски, царапины, забоины, коленвал необходимо заменить.
22. Если на коренных и шатунных шейках коленвала 1 есть незначительные задиры, риски, царапины, нужно прошлифовать шейки коленвала до ближайшего ремонтного размера. Работу по шлифовке шеек коленвала рекомендуется выполнять в специализированной мастерской. После отполируйте шейки коленвала и притупите острые кромки фасок масляных каналов 2 абразивным конусом. Промойте коленвал и продуйте сжатым воздухом масляные каналы. Овальность и конусность всех шеек коленвала после шлифовки не должна превышать 0,005 мм. После шлифовки шеек коленвала установите вкладыши ремонтных размеров. 23. Если на рабочих поверхностях упорных полуколец есть задиры, риски и отслоения, замените полукольца. На полукольцах запрещается проводить любые подгоночные работы.
24. Измерьте осевой зазор коленвала. Для этого установите коленвал и упорные полукольца в блок цилиндров и затяните болты крепления крышек коренных подшипников (см. «Сборка двигателя»).
29. Тщательно прочистите и промойте масляные каналы коленвала.
30. Не рекомендуется выпрессовывать заглушки самостоятельно, для этого обратитесь в специализированную мастерскую.
31. Тщательно очистите поверхности блока цилиндров от остатков старых уплотнительных прокладок. Внимательно осмотрите блок. Если обнаружите трещины, блок надо заменить в сборе с крышками коренных подшипников.
32. Проверьте герметичность рубашки охлаждения блока цилиндров. Для этого заглушите отверстие под водяной насос (установив водяной насос с прокладкой) и залейте Тосол-А40 в рубашку охлаждения. Если в каком-нибудь месте заметна течь, значит, блок цилиндров негерметичен и блок цилиндров надо заменить.
33. Осмотрите цилиндры. Если на зеркале цилиндров есть царапины, задиры, раковины и пр., расточите цилиндры под ремонтный размер (эту работу рекомендуется выполнять в специализированной мастерской) или замените блок цилиндров. При различных дефектах глубиной более 0,8 мм блок цилиндров ремонту не подлежит и блок цилиндров надо заменить.
34. Очистите нагар в верхней части цилиндров. Если там образовался поясок вследствие износа цилиндров, снимите его шабером. Проверьте износ цилиндров, замерив диаметры цилиндров.
Параметры шатунно-поршневой группы двигателей ЗМЗ, УМЗ

Параметры шатунно-поршневой группы двигателей ЗМЗ, УМЗ
Размеры и маркировка по группам цилиндров, поршневой, шатунов, пальцев. Допуски и т.д. Может пригодится кому нибудь при ремонте и покупке запчастей.
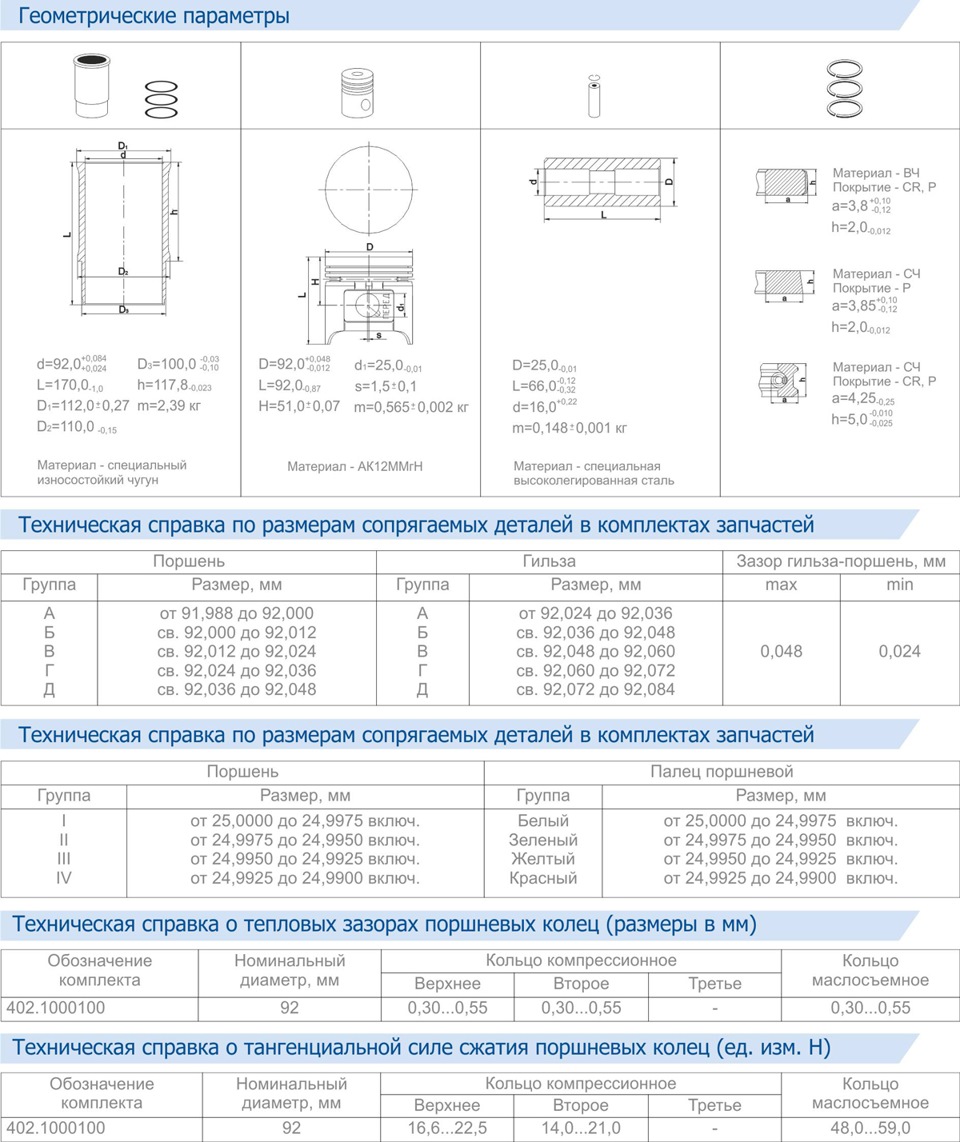
Для моторов ЗМЗ 402, 24Д. Так же для УМЗ 417 все размеры, кроме наружных для гильз

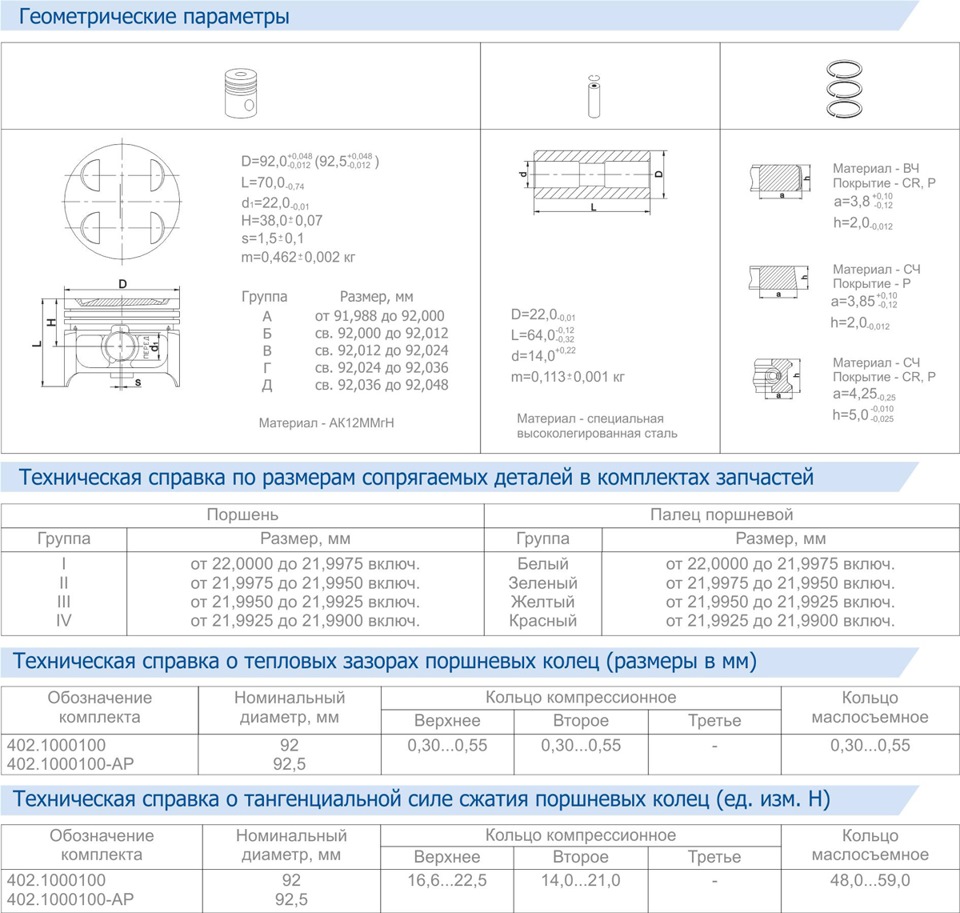
Для моторов ЗМЗ 406

Для моторов ЗМЗ 405

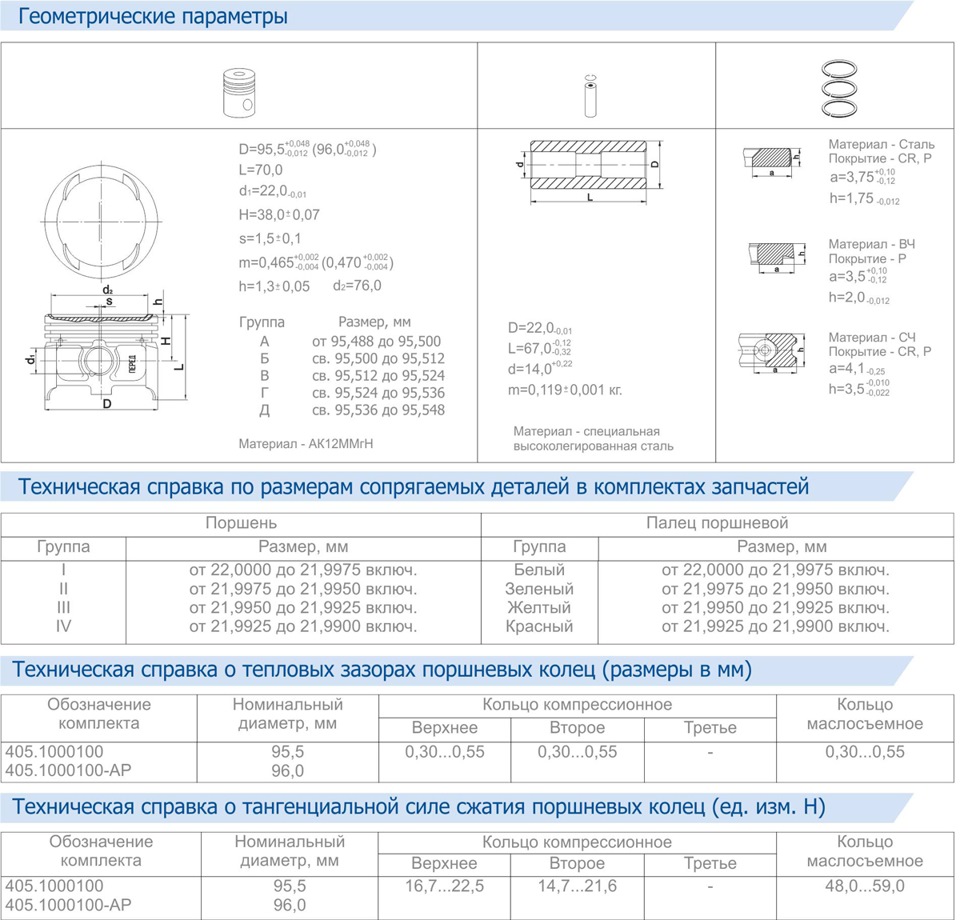
В ЗМЗ 409 почти все размеры те же, за исключением выемки (лужа), она поглубже чем в 405, для компенсации степени сжатия, размер h увеличивается на поршнях 409. Так же компрессионная высотка у 409х H=34мм, против 38мм у 405

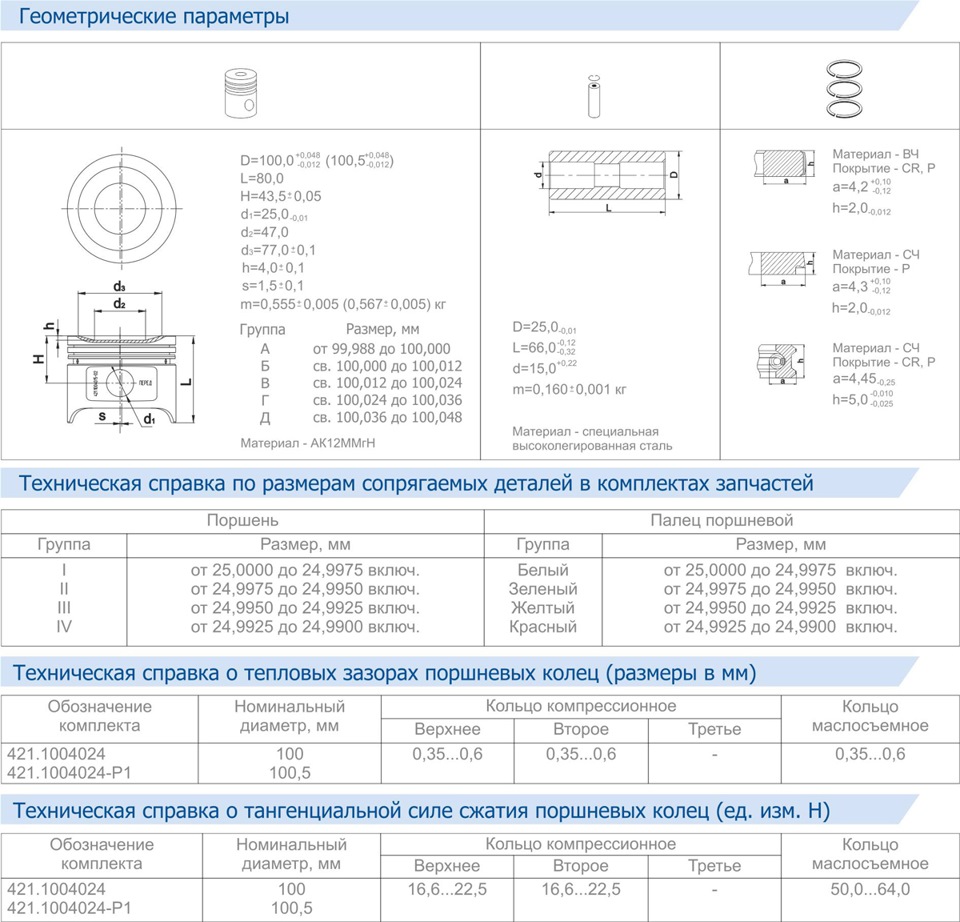
Для моторов УМЗ 421 евро-0

Для моторов 4216 Евро-3 выемка меньше, 5,5см3 против 12см3 Евро-0. для повышения степени сжатия. Размер h уменьшается на поршнях Евро-3.


ПАРАМЕТРЫ ПО ШАТУНАМ
Шатуны ЗМЗ 402 межцентровое расстояние головок L=168мм
Шатуны УМЗ 421 межцентровое расстояние головок L=175мм


Комментарии 167

Добрый день! Вчера оплатил заказанные поршни, бегом отвез их расточнику и только сегодня обратил внимание, что поршня на коробке нарисованы «втыковые», т.е. без лунок под клапана. Поршни Евро 3, 96,0, группа Д, завод ЗЗА, Заволжзкий завод автокомпонентов. Я что, купил что-то не то?

Если модель указана на коробке какая должна быть, то все должно быть ок. Рисунки часто унифицированны. То есть не всегда то что внутри. Смотрите описание

Сегодня измерил : размер а=3.2мм для змз405 евро0-2.
Хорошо что разобрался
Ага, обскакал все магазины в округе и на рынок сгонял, там всех кто работал задрал.
Короче почувствовал себя героем передачи «How it’s made» 😂

Извините, но вы случайно не знаете о геометрических размерах гильз 405 и 406 моторов? Не получается найти
Понятно, жаль. Просто интересно подошла бы гильза от 406 на 405 или 409 или 409 про. Хотя наверно нет. Было бы здорово иметь такой более технологичный (409 про) двигатель, но с объемом 2,3. 🙂

В чем бОльшая технологичность ЗМЗ про по отношению к 406?
В кастрировании двух опор распредвалов (5=>3) и, как следствие ускорившийся износ пастелей и шеек?
Причём применение более прочного сплава(чем ак9ч у 406) и более мягких пружин клапана ситуацию в корне не поменяло, зато позволило клапанам подвисать наглым образом и на оборотах выше 5тыс. уже заметно влиять на ухудшение наполнения. Правда с жёсткими пружинками наблюдалось чрезмерное продавливание гидрокомпенсаторов выше тех же 5-5.6 тыс.об, но хотя бы клапан не скачет по седлу…
Или может в использовании блоков полуоткрытого типа в замен закрытых блоков у 406 и 405/409 евро3(40524/40904)?
Или ещё что-то?
Унификация у моторов этого семейства очень высокая. Вам никто не мешает собрать 406 мотор с поршнями нового образца на тонких кольцах и накрыть его «трех-опорными» ГБЦ от ЗМЗ про, в которой якобы применены более жаропрочные клапана и сёдла (у некоторых требующие ремонта уже через 30ткм езды на газу), вместе с «прошными» же распредвалами и использовать зубчато-пластинчатые цепи от 40906(да, ненадёжно, зато как технологично!)
Извините, но вы случайно не знаете о геометрических размерах гильз 405 и 406 моторов? Не получается найти
Не получается, потому что 406/5/9 не имеют гильз. Ни мокрых, ни сухих, ни залитых. Никаких. Цельночугунный блок.
А не знаете шатуны у 406 и 409 одинаковой длины?
Что такое поршневая группа: общая теория и поршни СТК
Поршневая группа двигателя включает в себя: поршень, поршневые кольца и поршневой палец.
Поршень, является наиболее важным элементом любого двигателя внутреннего сгорания.
Именно на эту деталь, выпадает основная нагрузка по преобразованию энергии расширяющихся газов в энергию вращения коленчатого вала. Свойства, которыми должен обладать поршень, трудно совместимы и технически тяжело реализуются.
Требования, которым должна соответствовать эта деталь:
Очертания поршня за более сто пятидесятилетнюю историю двигателя внутреннего сгорания мало изменились.
Устройство поршня
В конструкции поршня можно выделить несколько зон, каждая из которых, имеет свое функциональное назначение.
Если углубления на днище увеличивают объем камеры сгорания, то для уменьшения объема применяют вытеснители. Вытеснителем называют объем металла, который находится выше плоскости днища.
«Жаровым поясом» (огневым) называют расстояние от днища до канавки первого поршневого кольца. Чем ближе располагаются поршневые кольца к днищу, тем более высокой тепловой нагрузке они подвергаются, тем больше сокращается их ресурс.
Если конструкция изделия не будет предусматривать эффективный отвод тепла от днища, то это приведёт к его прогоранию.
По расчетам, через компрессионные кольца, передается до 60-70% выделенного тепла. Однако это требует плотного прилегания поршневых колец к цилиндру и к поверхностям канавок.
Головку поршня образуют днище и уплотняющая часть.
Расстояние от оси поршневого пальца до днища, называют компрессионной высотой поршня.
«Юбкой», называют нижнюю часть поршня. На этом участке находятся бобышки с отверстиями – место, куда устанавливается поршневой палец. Внешняя поверхность юбки, исполняет роль опорной и направляющей поверхности.
Юбка обеспечивает соосность положения детали к оси цилиндра блока. Кроме того, боковая поверхность юбки участвует в передаче к цилиндру возникающих поперечных усилий.
На поверхность юбки (или на все изделие) могут наноситься защитные покрытия улучающие прирабатываемость и снижающих трение.
Покрытие слоем олова позволяет сгладить неточности профиля и предотвратить наволакивание алюминия на поверхности цилиндра. Могут применяться покрытия созданные на основе графита и дисульфида молибдена.
Другой способ, снижающий потери на трение – нанесение на юбке канавок специального профиля. Глубина канавок составляет 0,01-0,015 мм. При движении, канавки не только удерживают масло, но и создают гидродинамическую силу, которая препятствует контакту со стенками цилиндра.
Одним из факторов, определяющих геометрию поршня, является необходимость снижения сил трения.
Для этого требуется обеспечение определенной толщины масляного слоя в зазоре между поршнем и стенками цилиндра. Причем маленький зазор повлечет за собой увеличение сил трения и как следствие повышение нагрева деталей и их ускоренный износ а возможно и заклинивание.
Слишком большой зазор, увеличит шумность двигателя, приведет к росту динамических нагрузок на сопрягаемые детали и будет способствовать их ускоренному износу. Поэтому величина зазора подбирается в соответствии с рекомендациями для конкретного типа двигателя.
В истории применения конструкций поршней для двигателей ВАЗ, просматриваются этапы влияния нескольких европейских конструкторских школ.
На первых моделях двигателей ВАЗ применяется «итальянская» конструкция. Поршни отличаются большой компрессионной высотой, широкой опорной поверхностью юбки. Поверхность изделия покрыта слоем олова.
В разработке последующих конструкций принимают участие немецкие компании. У поршней уменьшается компрессионная высота. На юбке применяется микропрофиль – специальный профиль канавок, для удержания смазки в зоне трения. Поршни моделей ВАЗ 21126 и ВАЗ 11194 получают Т-образный профиль и рассчитаны на установку «тонких» поршневых колец. Так внешне сравнивая модели от 2101 до 21126, можно получить представление об общих тенденциях совершенствования конструкции, основанных на новых научных разработках.
Когда речь заходит об отечественных машинах (ВАЗ, Приора и пр.) приходиться всерьёз рассматривать компанию СТК и её продукцию. Самара Трейдинг Компани (сокращённо – «СТК») не случайно стала одним из самых популярных производителей поршневых групп. Всё дело исключительно в производстве, ведь оно уникально в своём роде.
Самым сложным и, в то же время, важным технологическим процессом при изготовлении поршневых систем является литьё. Однородность и прочность материалов, жаростойкость и твёрдость – всё это играет важнейшую роль. Стоит какому-то коэффициенту отклонится на 1% и поршень застрянет в цилиндре, шатун может легко искривиться и даже заклинить, нарушив целостность и исправность всего силового агрегата.
Полуавтоматические устройства и специальные высокотехнологические станки позволяют компании СТК осуществлять литьё поршней на высочайшем уровне. Данной технологии нет равных, на протяжении долгих десятилетий и благодаря кропотливой работе инженеров фабрика создаёт самые качественные поршневые кольца и поршни. Несмотря на автоматизацию всех процессов, процедура изготовления каждого поршня контролируется людьми. Каждый продукт проходит целую линейку тестов.
Стоит лишь посетить любую станцию техобслуживания и задать вопрос автомеханику «Какой поршень идеально подойдёт отечественному автомобилю?», и вы услышите ответ: «СТК». Всё дело в том, что каждый механик желает выполнить работу так, чтобы клиент не возвращался к нему и не приходилось нарушать гарантийные обязательства.
Несмотря на лидирование компании СТК существуют и другие неплохие аналоги, например, Кострома-мотордеталь. В сравнении с китайскими и европейскими поршнями, Кострома хорошо показала себя в отечественных машинах, однако сама конструкция этого поршня не способна уберечь водителя от самой зловещей неисправности – столкновения поршня и клапанов.
Безвытковые Поршни СТК, содержащие специальные проточки, не влияют пагубно на клапана головки блока цилиндров. Поэтому в случае гидравлического удара, даже при срыве цепи газораспределительного механизма, когда поршни «летят» вверх, а клапана – вниз, исход их столкновения невозможен, если в двигатель установлены поршни СТК. Всё благодаря специальным канавкам, проточенным в головке каждого поршня – новшеству инженеров самарской компании.
Если ваш автомобиль уже давно б/у, его компрессия вас вовсе не радует и вы отлично понимаете, что настало время менять поршневую, помните: оптимальными для двигателя будут поршневые группы Самара Трейдинг Компани (СТК).
Более подробно про поршни СТК можно прочесть здесь и здесь.
Что означает маркировка на поршнях?
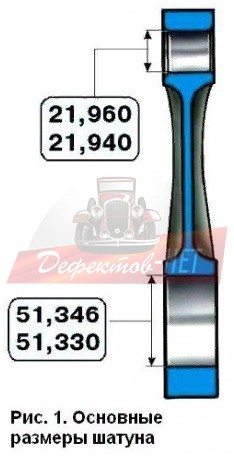
Основные размеры шатунно-поршневой группы даны на рис. 1, 2, 3.


Поршень — алюминиевый литой.
По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01 мм. Наружная поверхность поршня имеет сложную форму.
Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня.
По диаметру отверстия под поршневой палец поршни подразделяются на три класса (1, 2, 3) через 0,004 мм.

Поршневые кольца изготовлены из чугуна. Верхнее компрессионное кольцо — с хромированной бочкообразной наружной поверхностью.
Нижнее компрессионное кольцо скребкового типа. Маслосъемное кольцо — с хромированными рабочими кромками и с разжимной витой пружиной.
На кольцах ремонтных размеров ставится цифровая маркировка «40» или «80», что соответствует увеличению наружного диаметра на 0,4 или 0,8 мм.
Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня (рис. 4).
По массе поршни сортируются на три группы: нормальную, увеличенную и уменьшенную на 5 г.

Этим группам соответствует маркировка на днище поршня: «Г», «+» и «—». На двигателе все поршни должны быть одной группы по массе.
Поршни ремонтных размеров изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром.
Увеличению на 0,4 мм соответствует маркировка в виде треугольника, а увеличению на 0,8 мм — в виде квадрата.
Стрелка на днище поршня показывает, как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала.
Поршневой палец — стальной полый, плавающего типа, свободно вращается в бобышках поршня и втулке шатуна.
В отверстии поршня палец фиксируется двумя стопорными кольцами.
По наружному диаметру пальцы подразделяются на три класса через 0,004 мм.
Класс маркируется краской на торце пальца: синяя метка — первый, зеленая — второй, а красная — третий класс.
Шатун — стальной, кованый. Шатун обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы.
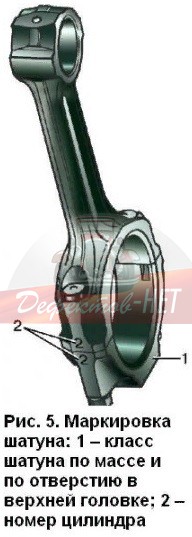
Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер 2 (рис. 5) цилиндра, в который они устанавливаются. В верхнюю головку шатуна запрессована сталебронзовая втулка.
По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм.
Номер класса 1 клеймится на крышке шатуна. По массе верхней и нижней головок шатуны подразделяются на классы, маркируемые либо буквой, либо краской на крышке шатуна.
На двигатель должны устанавливаться шатуны одного класса по массе.

Подгонять массу шатунов можно удалением металла с бобышек на верхней головке и на крышке до минимальных размеров 33 и 32 мм (рис. 6).
После удаления металла с крышки шатуна на ней необходимо клеймить классы шатуна по отверстию под поршневой палец и по массе.


